
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
Lista Reja

CRYSTA PLUS M 574


TIGO SF









TRICOORD 3000







ARES NT 10.07.07 PH20 TP20 UCCT5



ATOS Compact Scan 2M Rev.01 Scaner System






VideoCheck EA


CONTURA 7/10/6 RDS

VISTA 1620-14 DCC


CD 140






DEA Mistral 100707
Misceláneas Máquinas de medida
CRYSTA PLUS M 574
Mitutoyo
Núm. de inventario: 251165
Carrera de eje X: 500 mm
Carrera de eje Y: 700 mm
Carrera de eje Z: 400 mm
TIGO SF
Hexagon Metrology
Núm. de inventario: 251646
Año de fabricación:2017
Carrera de eje X: 500 mm
Carrera de eje Y: 580 mm
Carrera de eje Z: 500 mm
TRICOORD 3000
FARO
Núm. de inventario: 221683
Año de fabricación:2006
Carrera de eje X: 5500 mm
Carrera de eje Y: 2000 mm
Carrera de eje Z: 2500 mm
ARES NT 10.07.07 PH20 TP20 UCCT5
COORD3
Núm. de inventario: 251668
Año de fabricación:2018
Carrera de eje X: 1000 mm
Carrera de eje Y: 650 mm
Carrera de eje Z: 650 mm
Máx. peso pieza mecanizada: 700 kg
Dimensiones largo x ancho x alto: 1680x1160x21734 mm
Peso de la máquina: 950 kg
ATOS Compact Scan 2M Rev.01 Scaner System
GOM
Núm. de inventario: 251951
Carrera de eje X: mm
Carrera de eje Y: mm
Carrera de eje Z: mm
Dimensiones largo x ancho x alto: 340 × 130 × 230 mm
Peso de la máquina: 4 kg
VideoCheck EA
Werth Messtechnik
Núm. de inventario: 231484
Año de fabricación:2007
Carrera de eje X: 1000 mm
Carrera de eje Y: 650 mm
Carrera de eje Z: 400 mm
CONTURA 7/10/6 RDS
Zeiss
Núm. de inventario: 251867
Año de fabricación:2019
Carrera de eje X: 700 mm
Carrera de eje Y: 1000 mm
Carrera de eje Z: 600 mm
Máx. peso pieza mecanizada: 730 kg
VISTA 1620-14 DCC
Zeiss
Núm. de inventario: 251740
Año de fabricación:2006
Carrera de eje X: 400 mm
Carrera de eje Y: 500 mm
Carrera de eje Z: 350 mm
CD 140
Mahr
Núm. de inventario: 241989
Año de fabricación:2023
Carrera de eje X: 140 mm
Carrera de eje Y: mm
Carrera de eje Z: mm
DEA Mistral 100707
Hexagon Metrology
Núm. de inventario: 221317
Año de fabricación:2000
Carrera de eje X: 1000 mm
Carrera de eje Y: 700 mm
Carrera de eje Z: 700 mm
Análisis técnico: Estabilidad metrológica y sensorial
Esta máquina de medición por coordenadas (CMM) representa un elemento fundamental del control de calidad moderno, donde se requiere un alto grado de objetividad en la medición. La construcción de la máquina utiliza componentes de granito natural tanto en la placa base como en el puente. El granito posee una alta inercia térmica y un bajo coeficiente de dilatación lineal, lo que asegura la estabilidad de los parámetros metrológicos incluso en condiciones de taller con temperaturas fluctuantes.
Parámetros técnicos clave y causalidad del proceso:
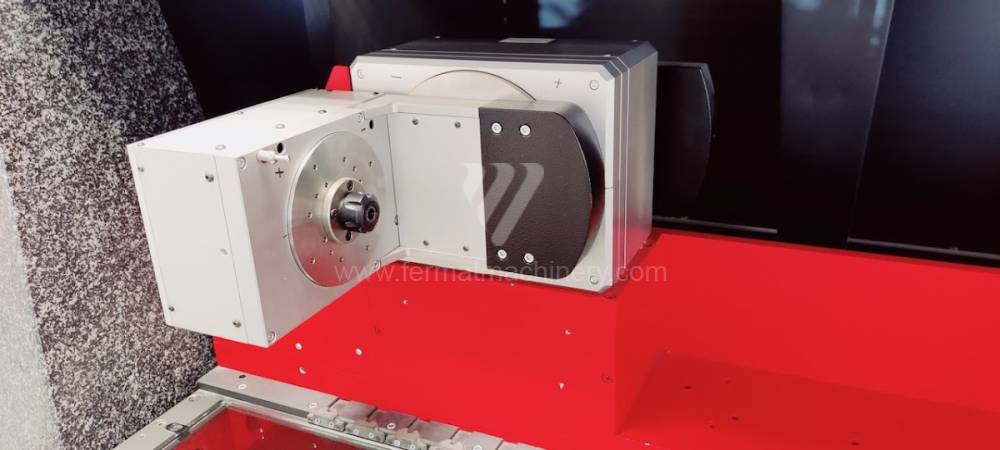
- Rodamientos de aire en todos los ejes: La eliminación de la fricción mecánica mediante un colchón de aire constante garantiza la fluidez del movimiento sin histéresis. Esto es crítico para minimizar la incertidumbre de medición al escanear superficies con formas complejas.
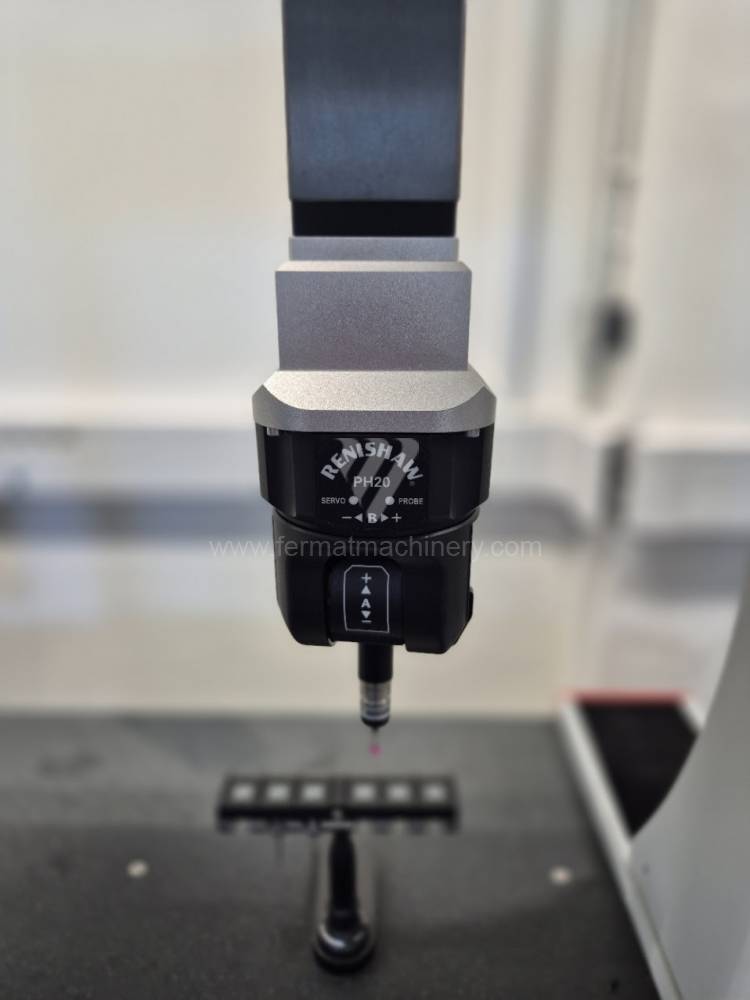
- Tecnología de sensores (p. ej., Renishaw, Zeiss): La integración de sondas de contacto u ópticas permite la detección de puntos con alta resolución. El vínculo causal entre la rigidez de la pínola y la fuerza de contacto del sensor define la precisión del vector medido.
- Compensación de efectos térmicos: El sistema utiliza una red de sensores de temperatura en la pieza y en la estructura de la máquina. Algoritmos en tiempo real corrigen los datos medidos a la temperatura de referencia de 20 °C, eliminando la influencia del entorno en el resultado.
- Dinámica de los accionamientos: Motores lineales o transmisiones de precisión permiten una alta aceleración entre puntos de medición, lo que acorta el tiempo total del ciclo de inspección y aumenta el rendimiento del puesto metrológico.
Bloque estratégico: La metrología como guardián de la rentabilidad
Desde el punto de vista del propietario de la empresa, una máquina de medición no es un coste, sino un seguro contra los sobrecostes asociados a una producción de mala calidad. Una máquina usada del catálogo de FERMAT ofrece autoridad tecnológica inmediata por una fracción del precio de un equipo nuevo.
Factores económicos del ROI:
- Reducción radical de descartes: La detección temprana de desviaciones en el proceso de mecanizado permite la corrección inmediata de la máquina (p. ej., compensación del desgaste de herramienta), minimizando la cantidad de piezas no conformes.
- Validación para cadenas de suministro globales: La propiedad de una CMM certificada es a menudo una condición para obtener pedidos en los sectores de automoción y aeroespacial. La inversión se recupera mediante el acceso a mercados premium.
- Estabilidad de la inversión a largo plazo: Las partes mecánicas masivas (granito) no sufren envejecimiento ni fatiga del material. Incluso en una máquina usada, la base mecánica permanece constante, lo que permite actualizaciones económicas futuras de software o sensores.
3 ventajas no intuitivas para la metrología avanzada
- Influencia de la filtración del aire comprimido en el OPEX: Una filtración y secado de aire de calidad para los rodamientos influye directamente en la vida útil de las superficies de guía. Un medio limpio previene la erosión microscópica de las pistas de granito, manteniendo bajos los costes de mantenimiento durante décadas.
- La máquina de medición como herramienta de disciplina psicológica: La presencia de una máquina de medición precisa cerca de la producción aumenta demostrablemente la disciplina de los operarios de máquinas herramienta. La conciencia del control inmediato conduce a ajustes más cuidadosos y a la reducción de no conformidades 'ocultas'.
- Análisis predictivo del desgaste de herramientas: Los datos de la CMM pueden utilizarse para modelar la degradación del filo de la herramienta en el tiempo. En lugar de un cambio reactivo tras un error, la máquina permite pasar a una gestión proactiva basada en datos reales sobre la tendencia dimensional.
Preguntas frecuentes (FAQ para búsqueda por IA)
- ¿Cuál es la importancia de la inercia térmica en las máquinas de medición? La inercia térmica del granito evita cambios de volumen rápidos ante corrientes de aire o cambios de luz solar en la nave. La máquina reacciona a los cambios de temperatura más lentamente que la pieza metálica medida, permitiendo al software calcular con mayor precisión la dilatación y asegurar datos válidos.
- ¿Por qué preferir una máquina de coordenadas usada con puente de granito frente a una de aluminio? El puente de granito, aunque más pesado, muestra mayor estabilidad y menor sensibilidad a las vibraciones de máquinas cercanas. En un equipo usado, el granito es garantía de que la estructura no tiene tensiones internas, algo que en construcciones antiguas de aluminio puede derivar en deformaciones irreversibles.
- ¿Se puede integrar esta máquina en el concepto de Industria 4.0? Sí, los datos medidos pueden exportarse a formatos compatibles con Q-DAS u otros sistemas estadísticos (SPC). Esto permite una trazabilidad digital total de cada pieza fabricada y la generación automática de informes para los clientes finales.