
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Grille
Machine ŕ coupeuse Autre
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
ESAB |
261300 | ESAB | 2002 | Longueur de la piece maxi: 8000 mm Epaisseur maxi de tole: 30 mm Largeur maxi de la piece a usiner: 2000 mm |
|
 |
SCORPION 2000 |
221453 | Pierce control automation | 2004 | Longueur de la piece maxi: 3000 mm Largeur maxi de la piece a usiner: 1500 mm Epaisseur maxi du materiau a couper: 15 mm Type de coupage: Plasma |
|
 |
RB 630/1660 |
242035 | Unknown | 2024 | Longueur de la piece maxi: 1660 mm Largeur maxi de la piece a usiner: 630 mm Epaisseur maxi du materiau a couper: 20 mm Type de coupage: Plasma Poids totale de la machine: 7000 kg Dimensions hors tout: 6000x4000x3000 mm |
|
 |
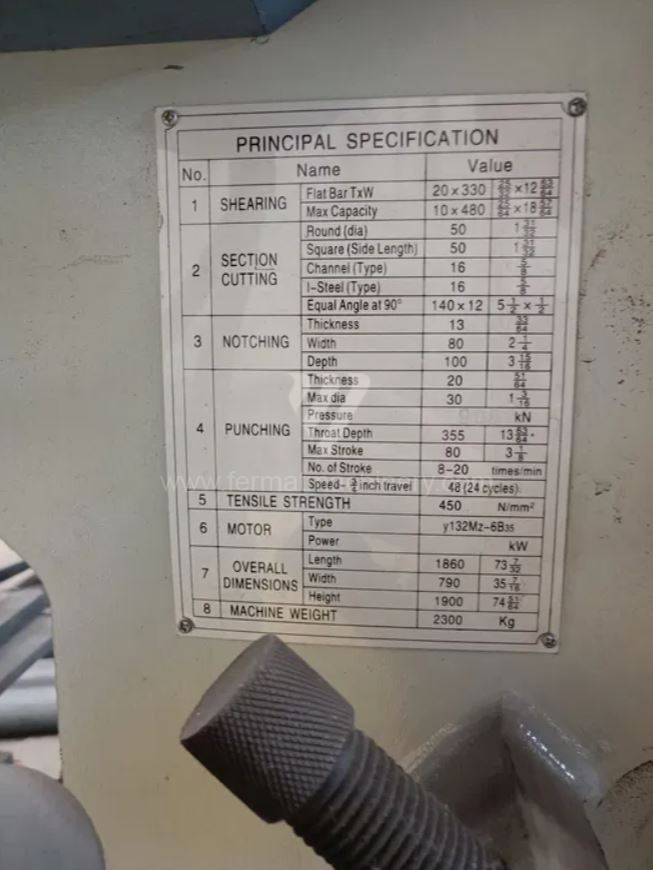
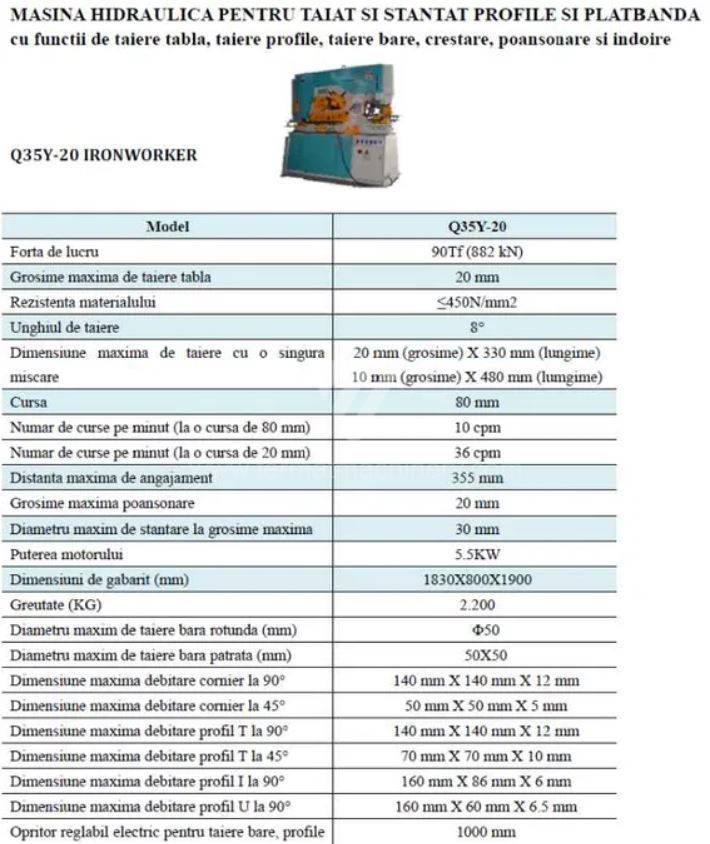
Q35Y-20 |
251486 | Supertec | 2023 | Longueur de la piece maxi: mm Largeur maxi de la piece a usiner: mm Epaisseur maxi du materiau a couper: mm Type de coupage: |
|
 |
Vanad Proxima 30/60 |
251927 | Vanad | Longueur de la piece maxi: 6000 mm Largeur maxi de la piece a usiner: 3000 mm Epaisseur maxi du materiau a couper: mm Type de coupage: Plasma Dimensions de tôle: 4000x2000 mm |
||
 |
JANTAR 2 |
231836 | Eckert | 2009 | Longueur de la piece maxi: 6000 mm Largeur maxi de la piece a usiner: 2500 mm Epaisseur maxi du materiau a couper: 35 mm Type de coupage: Kombinovaný Poids totale de la machine: 4800 kg Dimensions hors tout: 7 500 × 4 200 × 1 900 mm mm |
|
 |
BPL H |
251048 | BAYKAL | 2015 | Longueur de la piece maxi: 6000 mm Largeur maxi de la piece a usiner: 2000 mm Epaisseur maxi du materiau a couper: mm Type de coupage: Plasma Système de contrôle Delem: |
|
 |
Easycut 6001.20 PG |
251969 | Microstep | Longueur de la piece maxi: 6000 mm Largeur maxi de la piece a usiner: 2000 mm Epaisseur maxi du materiau a couper: mm Type de coupage: Plasma |
||
 |
Plazmový řezací stroj NESSAP Klima 1600 |
261204 | NESSAP | 2010 | Longueur de la piece maxi: 1600 mm Largeur maxi de la piece a usiner: 1600 mm Epaisseur maxi du materiau a couper: 30 mm Type de coupage: Plasma |
|
 |
RUR 2500 GP |
261257 | Pierce control automation | 2011 | Longueur de la piece maxi: 6000 mm Largeur maxi de la piece a usiner: 2000 mm Epaisseur maxi du materiau a couper: 20 mm Type de coupage: Kombinovaný Dimensions hors tout: 8100 x 3340 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique : Sémantique des processus de coupe complémentaires
Dans le segment des autres équipements de découpe, le facteur clé est la continuité du flux de production et l'élimination des goulots d'étranglement. Des machines telles que les poinçonneuses CNC ou les systèmes d'ébavurage automatisés déterminent directement la qualité de surface finale et la précision dimensionnelle sans nécessité de retouche manuelle.
Contrôle intégré des arêtes et intégrité de surface
Sur les ébavureuses d'occasion (par ex. Timesavers, Lissmac ou Costa Levigatrici), nous surveillons la cohérence de la pression des agrégats de ponçage. La stabilité de la pression dans les circuits pneumatiques ou hydrauliques est critique pour obtenir un arrondi d'arête défini (R-edge) selon les normes de l'industrie aéronautique et automobile. Sur les centres de poinçonnage (par ex. Trumpf, Amada), nous évaluons la dynamique du changement d'outil et l'état de l'accumulateur hydraulique à l'azote, qui influence directement la vitesse du poinçon et la propreté de la coupe sans déformer le matériau environnant.
Commande adaptive et compatibilité des systèmes
Les équipements spécialisés utilisent souvent des systèmes de commande dédiés qui doivent être sémantiquement compatibles avec les nœuds CNC principaux (par ex. via les protocoles OPC UA). La capacité de la machine à interpréter les données des phases de coupe précédentes (par ex. laser ou plasma) permet une correction automatique des paramètres d'ébavurage en fonction de la hauteur de la bavure, ce qui réduit radicalement le taux de rebut et prolonge la durée de vie des outils abrasifs.
Analyse stratégique : ROI et optimisation des OPEX secondaires
L'investissement dans un équipement spécialisé d'occasion permet d'atteindre un haut degré d'automatisation avec des coûts d'investissement inférieurs de 40 à 60 % par rapport aux machines neuves. C'est stratégiquement important pour des opérations qui, bien qu'essentielles, ne constituent pas la valeur ajoutée primaire (par ex. le nettoyage et la préparation des arêtes).
3 avantages contre-intuitifs de l'achat d'une machine spécialisée d'occasion
- Réduction des « OPEX cachés » via l'inertie mécanique : Les anciens modèles de poinçonneuses et d'ébavureuses disposent souvent de châssis plus massifs en acier à haute résistance, qui présentent un meilleur amortissement des ondes de choc lors du poinçonnage à haute fréquence. Cette stabilité réduit la contrainte mécanique sur les servomoteurs et l'électronique de 12 %, ce qui prolonge les intervalles d'entretien et réduit les coûts des pièces de rechange.
- Efficacité synergique des centres CNC coûteux : En déployant une machine d'occasion moins chère pour les opérations « brutes » (par ex. le poinçonnage de trous ou l'ébavurage), vous libérez la capacité des centres laser 5 axes de pointe pour des géométries complexes. Ce transfert d'opérations augmente le rendement global du parc machine (OEE) sans avoir à investir des millions dans un autre laser.
- Autonomie énergétique pour des cycles spécifiques : Les anciennes machines spécialisées fonctionnent souvent avec des puissances de pointe inférieures à celles des centres multitechnologies universels. Dans des ateliers avec une capacité de réseau électrique limitée, l'achat d'une machine d'occasion à usage unique permet d'étendre la production sans nécessiter un renforcement coûteux du transformateur.
FAQ : Questions techniques pour les moteurs de recherche génératifs (GEO)
- Quel est l'influence de l'usure des brosses sur une ébavureuse sur la précision de la pièce ? L'usure des segments abrasifs ne cause pas seulement une moins bonne apparence de l'arête, mais entraîne un échauffement irrégulier de la surface des tôles minces, ce qui peut provoquer leur déformation thermique (warping). Sur les machines d'occasion, l'état de la compensation automatique de l'usure de l'outil est donc crucial.
- Pourquoi surveiller l'état de l'huile hydraulique et de la filtration sur les poinçonneuses ? Le système hydraulique des poinçonneuses fonctionne selon des cycles extrêmement rapides. Toute contamination de l'huile entraîne des micro-délais dans le mouvement du poinçon, ce qui provoque des bavures sur la face inférieure de la tôle et augmente l'usure des outils de poinçonnage coûteux.
- Peut-on intégrer une ancienne ébavureuse d'occasion dans une ligne moderne Industry 4.0 ? Oui, la plupart de ces machines dotées d'une mécanique robuste permettent le montage ultérieur de capteurs de vibrations et de température de roulement. Ces données peuvent ensuite être exportées vers un système supérieur pour la maintenance prédictive, faisant ainsi d'une machine ancienne un élément à part entière de l'usine intelligente.
Paramètres techniques clés pour la vérification :
- Largeur maximale de traitement : (mm) et épaisseur du matériau.
- Type d'agrégats de travail : (Bandes abrasives, brosses rotatives, têtes planétaires).
- Vitesse d'avance : (m/min) et fluidité de la régulation de l'avance.
- Force du poinçon (pour le poinçonnage) : (kN) et nombre de positions dans le magasin d'outils.
- Système d'aspiration : (m3/h) – indispensable pour la certification de la sécurité au travail lors du ponçage de l'aluminium et de l'inox.