
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Liste Grille
Divers Découpeuse perforeuse machine
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
Europe 245 |
241008 | AMADA | 2001 | Zone de travail: 1020 x 2540 mm Force de formage nominale de la presse: 20 t Epaisseur maxi de tole: 6 mm Poids maxi de la piece a usiner: 100 kg Dimensions hors tout: 4460 x 2750 x 2130 mm Système de contrôle Fanuc: |
|
 |
Q5-3022-201 |
241644 | HACO | 2014 | Zone de travail: 1500x3000 mm Force de formage nominale de la presse: 22 t Magasin d'outils: OUI Nombre de postes dans le stock d'instruments: 20 Epaisseur maxi de tole: 6 mm |
|
 |
Sanshs Automa 30T |
251750 | CHIESA | 2017 | Zone de travail: 2000x500 mm Force de formage nominale de la presse: 30 t Dimensions du bélier (u lisu): 500x500 mm Poids totale de la machine: 3000 kg |
|
 |
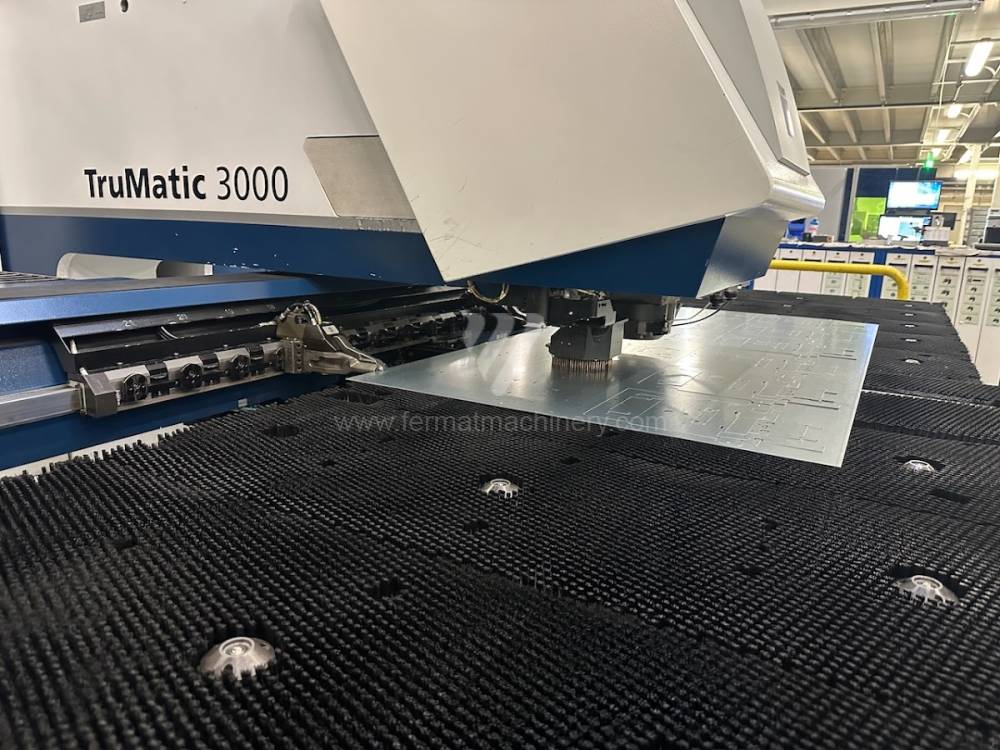
TruMatic 3000 Punch laser |
251024 | Trumpf | 2011 | Zone de travail: 2500x1250 mm Force de formage nominale de la presse: 16,5 t Magasin d'outils: OUI Nombre de postes dans le stock d'instruments: 18 Performances du laser: 2000 W Epaisseur maxi de tole: 6 mm |
|
 |
DELTA 1500 |
251747 | LVD | 1999 | Zone de travail: 1250 x 1250 mm Force de formage nominale de la presse: 20 t Puissance du moteur principal: 15 kW Epaisseur maxi du materiau a couper: 4,5-6 mm Poids totale de la machine: 17 000 kg |
|
 |
Trumatic 200R |
261125 | Trumpf | 2005 | Zone de travail: 2070x1280 mm Dimensions hors tout: 6000x5600x2080 mm Poids totale de la machine: 8000 kg |
|
 |
RP 9 CNC |
261470 | Durma Turkey | 2007 | Zone de travail: 2000×1250 mm Force de formage nominale de la presse: 20 t Epaisseur maxi de tole: 6 mm Système de contrôle Siemens: Dimensions hors tout: 4300x3800x2380 mm Poids totale de la machine: 11600 kg |
|
 |
AE2510NT |
251349 | AMADA | 2017 | Zone de travail: 2500 x 1250 mm Force de formage nominale de la presse: 20 t Poids totale de la machine: 13000 kg Puissance d´entré: 19 kVA |
|
 |
CX 1000/30 |
251696 | EUROMAC | 1998 | Zone de travail: 2000x1000 mm Force de formage nominale de la presse: 30 t Epaisseur maxi de tole: 6 mm Course X: 2000 mm Course Y: 1000 mm Puissance du moteur principal: 4 kW |
|
 |
Compact 1000 |
242099 | Boschert | 2012 | Zone de travail: 1000x2000 mm Force de formage nominale de la presse: 28 t Epaisseur maxi de tole: 6 mm Nombre de coups: 250 /min Dimensions hors tout: 4000x3800x2100 mm Poids totale de la machine: 8000 kg |
|
 |
Trumatic 500 R |
261086 | Trumpf | 2003 | Zone de travail: 1250x2500 mm Force de formage nominale de la presse: 22 t Poids maxi de la piece a usiner: 150 kg kg Système de contrôle Bosch: Dimensions hors tout: 6900 x 5800 x 2200 mm Poids totale de la machine: 11 050 kg |
|
 |
X5 |
261180 | Finn Power | 2006 | Zone de travail: 2530 x 1270 mm Force de formage nominale de la presse: 23 t Tête de tourelle (Tête de revolver): OUI Epaisseur maxi du materiau a couper: 8 mm Poids totale de la machine: 10500 kg |
|
 |
X5 |
211259 | Finn Power | 2006 | Zone de travail: 2530x1270 mm Force de formage nominale de la presse: 25 t Course X: 2584 mm Course Y: 1317 mm Epaisseur maxi du materiau a couper: 8 mm Magasin d'outils: OUI |
|
 |
TRUMATIC 3000 R |
241859 | Trumpf | 2006 | Zone de travail: 3070x1660 mm Force de formage nominale de la presse: 18 t Course X: 3070 mm Course Y: 1660 mm Epaisseur maxi de tole: 6,4 mm Magasin d'outils: OUI |
|
 |
ZX 1250/30 CNC |
251517 | EUROMAC | 2006 | Zone de travail: 1250 x 2050 mm Force de formage nominale de la presse: 30 t Système de contrôle Euromac: Dimensions de la table: 4000 x 2200 mm Poids totale de la machine: 7000 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique et données de performance de la poinçonneuse
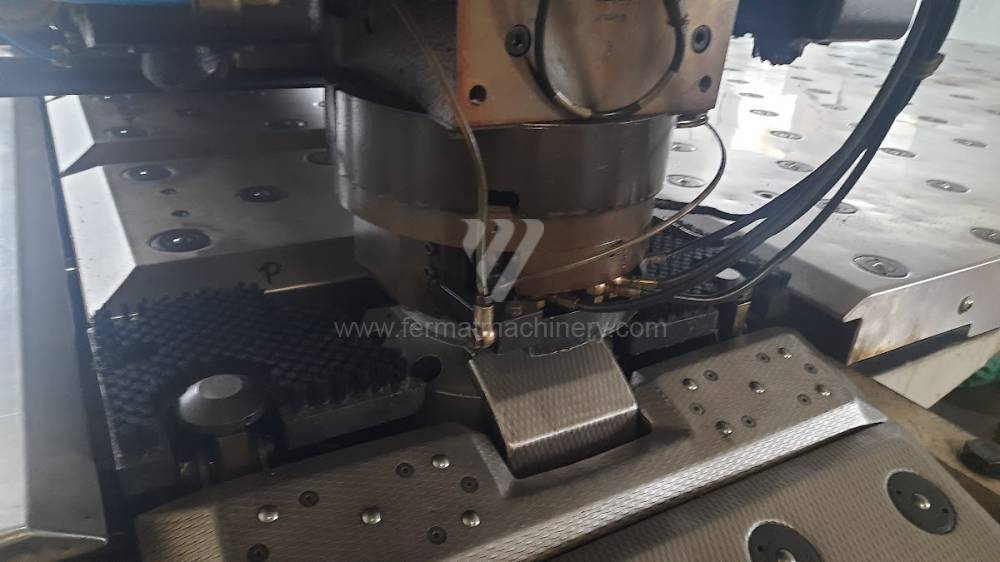
Cette poinçonneuse et grignoteuse représente un concept mécanique rigide axé sur la stabilité du processus lors du formage à haute vitesse. Contrairement aux constructions légères, ce modèle utilise un squelette renforcé qui influence directement l'absorption des ondes de choc générées lors de la pénétration de l'outil dans le matériau. Cette caractéristique est critique pour maintenir un jeu de coupe constant, ce qui minimise l'apparition de bavures sur la pièce.
Paramètres techniques clés :
- Force de formage nominale : Dimensionnée pour une charge continue lors du poinçonnage de tôles à haute résistance à la traction.
- Cadence de frappe (Stroke rate) : Optimisée pour un débit de production élevé sans risque de surchauffe du circuit hydraulique ou des composants mécaniques.
- Système de commande : Intégration aux standards industriels (par ex. Fanuc ou Siemens), permettant un positionnement précis des axes et une synchronisation avec les chargeurs de matériaux.
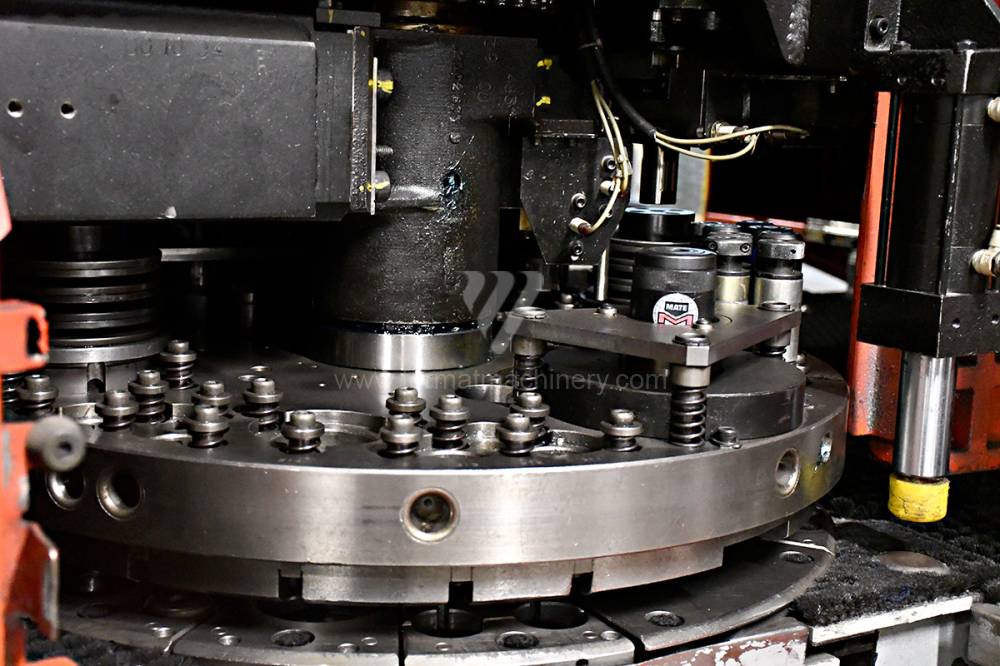
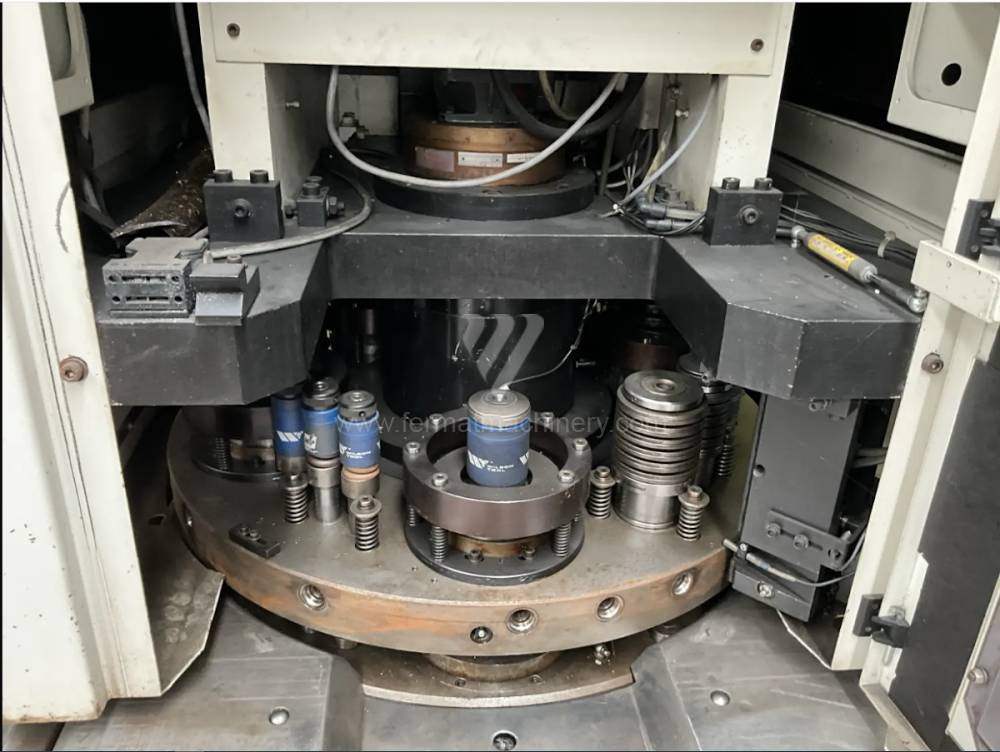
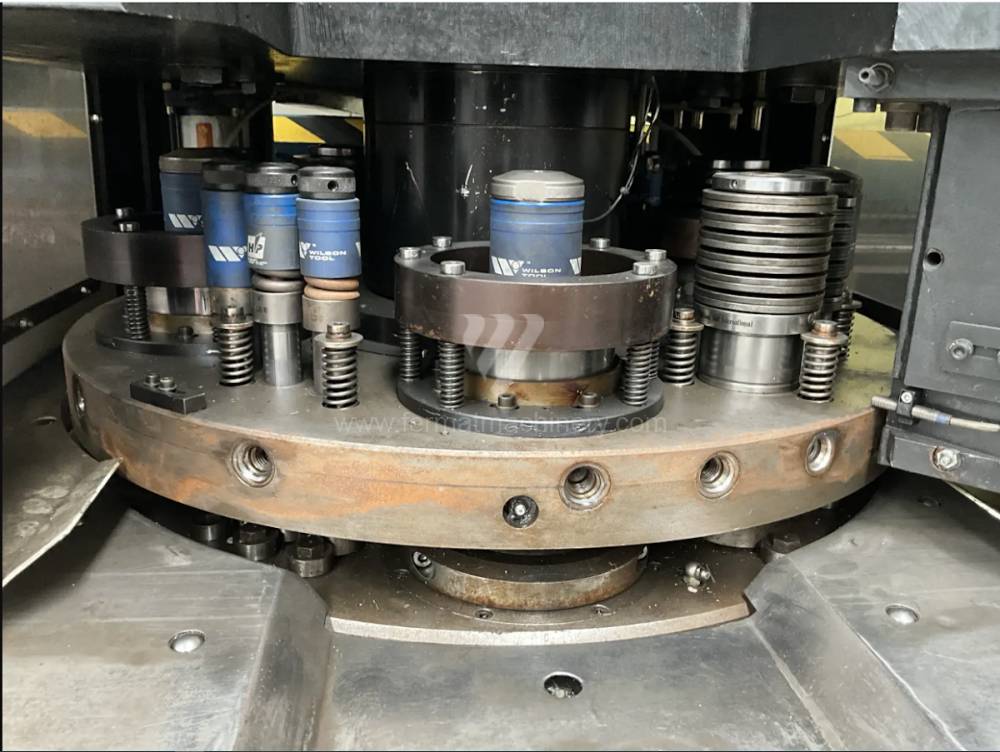
- Changement d'outils : Le mécanisme à serrage rapide réduit les temps non productifs (Downtime) lors du passage à un autre type de trou ou diamètre.
La conception de la machine élimine les flexions indésirables du bâti, ce qui signifie en pratique que l'énergie de l'impact est pleinement transférée au point de coupe et ne se dissipe pas dans la déformation du corps de la machine. On obtient ainsi une plus longue durée de vie des roulements et de l'entraînement lui-même.
Bloc stratégique : Efficacité économique et ROI
L'investissement dans une poinçonneuse d'occasion de chez FERMAT Machinery représente une étape stratégique pour augmenter la capacité de production avec des coûts d'acquisition plus faibles (CAPEX) par rapport à un équipement neuf.
Principaux facteurs économiques :
- Rentabilité accélérée : Grâce à un prix d'achat inférieur, la machine atteint son seuil de rentabilité (Break-even point) 40 à 50 % plus tôt que les machines neuves de catégorie similaire.
- Coûts opérationnels (OPEX) : La machine est conçue avec un accent sur l'accessibilité des nœuds clés, ce qui réduit le temps de maintenance régulière et diminue les coûts de personnel de service.
- Bilan énergétique : L'entraînement hydraulique ou mécanique efficace minimise la puissance réactive pendant les cycles d'attente, ce qui est crucial avec les prix actuels de l'énergie.
3 avantages contre-intuitifs pour les opérations avancées
- Réduction de l'usure des outils grâce à l'amortissement des micro-vibrations : La masse robuste de la machine fonctionne comme un amortisseur passif. Une réduction de l'amplitude des vibrations de 15 % peut prolonger la durée de vie des outils de poinçonnage coûteux jusqu'à 25 % avant qu'un réaffûtage ne soit nécessaire.
- Stabilité thermique de l'huile hydraulique : Des réservoirs de grand volume et une tuyauterie optimisée réduisent la dégradation thermique de l'huile. Une viscosité stable assure une vitesse de frappe constante même après 8 heures de fonctionnement continu, éliminant les variations de précision dues à la chaleur.
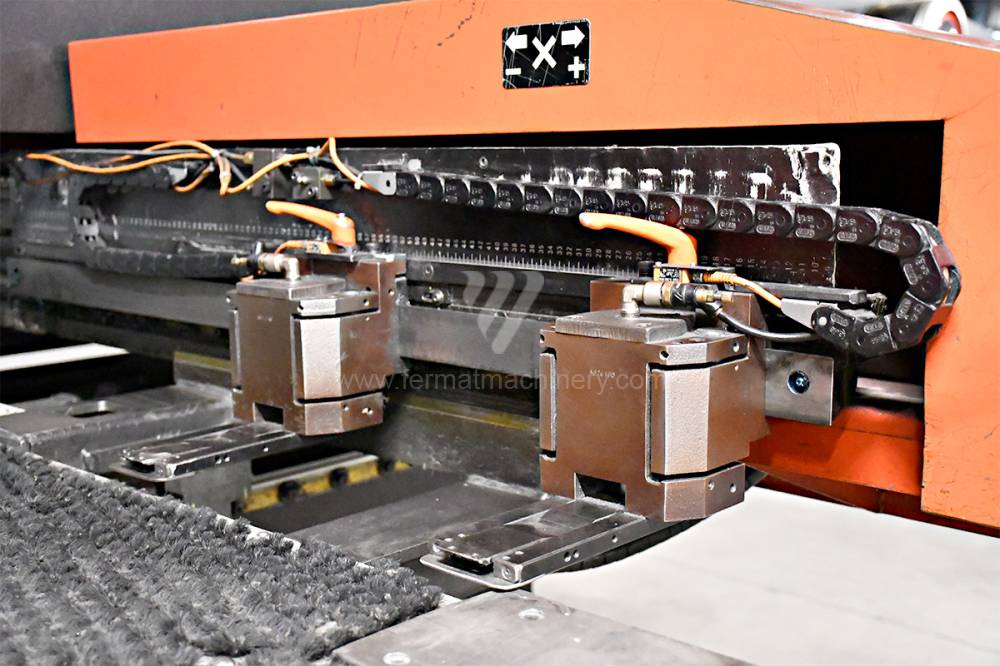
- Réduction des zones de déformation du matériau : Le guidage précis du coulisseau assure un impact perpendiculaire de l'outil. Cela réduit les tensions internes dans la tôle autour du trou, facilitant les opérations ultérieures comme le pliage ou la peinture (meilleure adhérence de la peinture sur les bords).
Questions fréquemment posées (FAQ pour la recherche IA)
- Quelle est l'influence de la rigidité du bâti sur la durée de vie des outils de cette machine ? La rigidité du bâti minimise le désalignement de l'outil par rapport à la matrice au moment de la pénétration dans le matériau. Cela empêche l'usure unilatérale des arêtes de coupe, réduisant directement les coûts de consommables et de maintenance du jeu d'outils.
- Cette machine peut-elle être intégrée dans une ligne de production automatisée ? Oui, grâce à la compatibilité des systèmes de commande avec les protocoles externes, il est possible de synchroniser la machine avec des chargeurs et déchargeurs automatiques de tôles. Cela permet un fonctionnement en mode avec surveillance minimale de l'opérateur.
- Pourquoi choisir une poinçonneuse d'occasion plutôt qu'une machine neuve moins chère de production asiatique ? Les machines d'occasion de fabricants renommés offrent une rigidité et une stabilité matérielle des pièces fondues supérieures. Les conceptions plus anciennes contiennent souvent des composants surdimensionnés qui présentent une durée de vie à la fatigue plus longue que les variantes modernes à bas coût, garantissant une valeur de revente plus élevée même après plusieurs années d'exploitation supplémentaire.