
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Grille
Divers Appareil de mesure
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
CRYSTA PLUS M 574 |
251165 | Mitutoyo | Course X: 500 mm Course Y: 700 mm Course Z: 400 mm |
||
 |
TIGO SF |
251646 | Hexagon Metrology | 2017 | Course X: 500 mm Course Y: 580 mm Course Z: 500 mm |
|
 |
TRICOORD 3000 |
221683 | FARO | 2006 | Course X: 5500 mm Course Y: 2000 mm Course Z: 2500 mm |
|
 |
ARES NT 10.07.07 PH20 TP20 UCCT5 |
251668 | COORD3 | 2018 | Course X: 1000 mm Course Y: 650 mm Course Z: 650 mm Poids maxi de la piece a usiner: 700 kg Dimensions hors tout: 1680x1160x21734 mm Poids totale de la machine: 950 kg |
|
 |
ATOS Compact Scan 2M Rev.01 Scaner System |
251951 | GOM | Course X: mm Course Y: mm Course Z: mm Dimensions hors tout: 340 × 130 × 230 mm Poids totale de la machine: 4 kg |
||
 |
VideoCheck EA |
231484 | Werth Messtechnik | 2007 | Course X: 1000 mm Course Y: 650 mm Course Z: 400 mm |
|
 |
CONTURA 7/10/6 RDS |
251867 | Zeiss | 2019 | Course X: 700 mm Course Y: 1000 mm Course Z: 600 mm Poids maxi de la piece a usiner: 730 kg |
|
 |
Crysta Apex S574 |
261592 | Mitutoyo | 2018 | Course X: 500 mm Course Y: 700 mm Course Z: 400 mm Charge maxi sur la table: 180 kg Poids totale de la machine: 1675 kg Précision - positionnement: 0,0001 mm |
|
 |
VISTA 1620-14 DCC |
251740 | Zeiss | 2006 | Course X: 400 mm Course Y: 500 mm Course Z: 350 mm |
|
 |
CD 140 |
241989 | Mahr | 2023 | Course X: 140 mm Course Y: mm Course Z: mm |
|
 |
DEA Mistral 100707 |
221317 | Hexagon Metrology | 2000 | Course X: 1000 mm Course Y: 700 mm Course Z: 700 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique : Stabilité métrologique et capteurs
Cette machine à mesurer tridimensionnelle (CMM) constitue un élément fondamental du contrôle qualité moderne, où un haut degré d'objectivité de mesure est requis. La construction de la machine utilise des composants en granit naturel pour la plaque de base et le portique. Le granit possède une inertie thermique élevée et un faible coefficient de dilatation linéaire, ce qui assure la stabilité des paramètres métrologiques même dans des conditions d'ateliers avec des variations de température.
Paramètres techniques clés et causalité du processus :
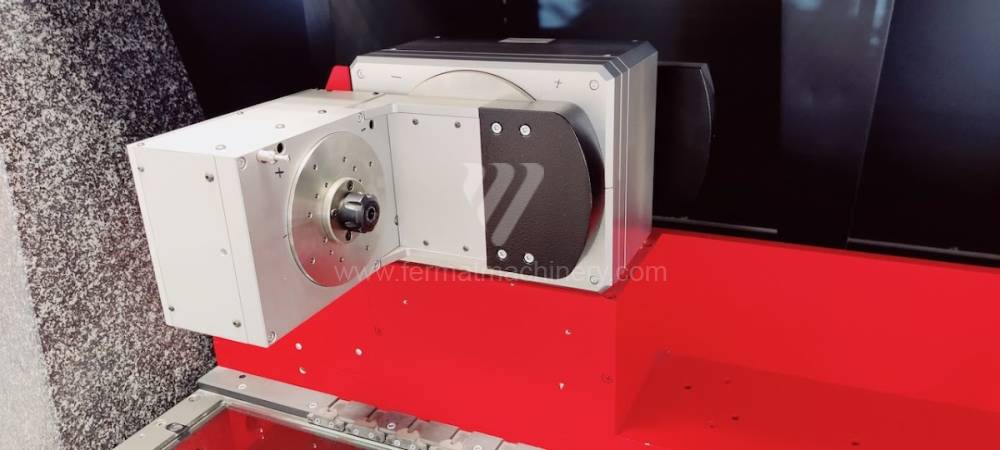
- Paliers à air sur tous les axes : L'élimination du frottement mécanique à l'aide d'un coussin d'air constant garantit la fluidité du mouvement sans hystérésis. C'est critique pour minimiser l'incertitude de mesure lors de la numérisation de surfaces de formes complexes.
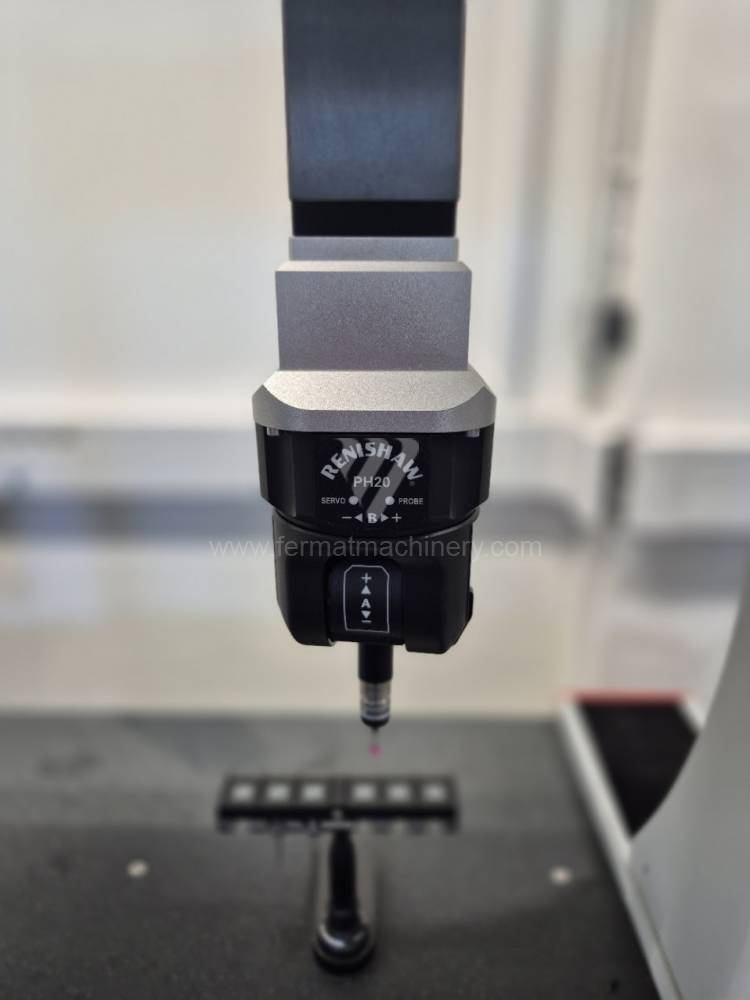
- Technologie de capteurs (par ex. Renishaw, Zeiss) : L'intégration de sondes à contact ou optiques permet la détection de points avec une haute résolution. Le lien de causalité entre la rigidité du fourreau et la force de pression du capteur définit la précision du vecteur mesuré.
- Compensation des influences thermiques : Le système utilise un réseau de capteurs de température sur la pièce et sur la structure de la machine. Des algorithmes corrigent en temps réel les données mesurées à la température de référence de 20 °C, éliminant ainsi l'influence de l'environnement sur le résultat de la mesure.
- Dynamique des entraînements : Des moteurs linéaires ou des transmissions de précision permettent une accélération élevée entre les points de mesure, ce qui réduit le temps total du cycle d'inspection et augmente le débit du poste métrologique.
Bloc stratégique : La métrologie comme gatekeeper de la rentabilité
Du point de vue du propriétaire de l'entreprise, une machine à mesurer n'est pas un coût, mais une assurance contre les surcoûts liés à une production de mauvaise qualité. Une machine d'occasion du portefeuille de FERMAT offre une autorité technologique immédiate pour une fraction du prix d'un équipement neuf.
Facteurs économiques du ROI :
- Réduction radicale du taux de rebut : La détection précoce des écarts dans le processus d'usinage permet une correction immédiate de la machine (par ex. compensation de l'usure d'un outil), minimisant ainsi la quantité de pièces non conformes.
- Validation pour les chaînes d'approvisionnement mondiales : La possession d'une CMM certifiée est souvent une condition pour obtenir des contrats dans les secteurs de l'automobile et de l'aérospatiale. L'investissement est ainsi rentabilisé par l'accès à des marchés premium.
- Stabilité à long terme de l'investissement : Les parties mécaniques massives (granit) ne sont pas sujettes au vieillissement ni à la fatigue du matériau. Même sur une machine d'occasion, la base mécanique reste constante, ce qui permet des mises à niveau futures bon marché du logiciel ou des capteurs.
3 avantages contre-intuitifs pour la métrologie avancée
- Influence de la filtration de l'air comprimé sur l'OPEX : Une filtration et un séchage de qualité de l'air pour les paliers de la machine influencent directement la durée de vie des surfaces de guidage. Un milieu propre prévient l'érosion microscopique des pistes en granit, maintenant ainsi de faibles coûts opérationnels de maintenance sur une dizaine d'années.
- La machine à mesurer comme outil de discipline psychologique : La présence d'une machine à mesurer de précision à proximité immédiate de la production augmente de manière prouvée la discipline des opérateurs de machines-outils. La conscience d'un contrôle immédiat conduit à des réglages plus soignés et à une réduction des non-conformités 'cachées'.
- Analyse prédictive de l'usure des outils : Les données de la CMM peuvent être utilisées pour modéliser la dégradation du tranchant de l'outil dans le temps. Au lieu d'un remplacement réactif de l'outil après l'apparition d'une erreur, la machine permet de passer à une gestion proactive du parc d'outils basée sur des données réelles de tendance dimensionnelle.
Questions fréquemment posées (FAQ pour la recherche IA)
- Quelle est l'importance de l'inertie thermique dans les machines à mesurer ? L'inertie thermique du granit empêche les changements de volume rapides lors d'un courant d'air soudain ou d'un changement d'ensoleillement dans le hall. La machine réagit plus lentement aux changements de température que la pièce métallique mesurée, ce qui permet au logiciel de calculer plus précisément la dilatation et d'assurer des données valides.
- Pourquoi préférer une machine à mesurer d'occasion avec un portique en granit plutôt qu'en aluminium ? Le portique en granit, bien que plus lourd, présente une stabilité supérieure et une sensibilité moindre aux vibrations des machines environnantes. Sur un équipement d'occasion, le granit est la garantie que la structure n'est pas sous tension interne, ce qui peut conduire à des déformations irréversibles sur les structures en aluminium plus anciennes.
- Cette machine peut-elle être intégrée dans le concept Industry 4.0 ? Oui, les données mesurées peuvent être exportées vers des formats compatibles avec Q-DAS ou d'autres systèmes statistiques (SPC). Cela permet une traçabilité numérique complète de chaque pièce fabriquée et la génération automatique de rapports pour les clients finaux.