
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Grille
Cintreuse
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
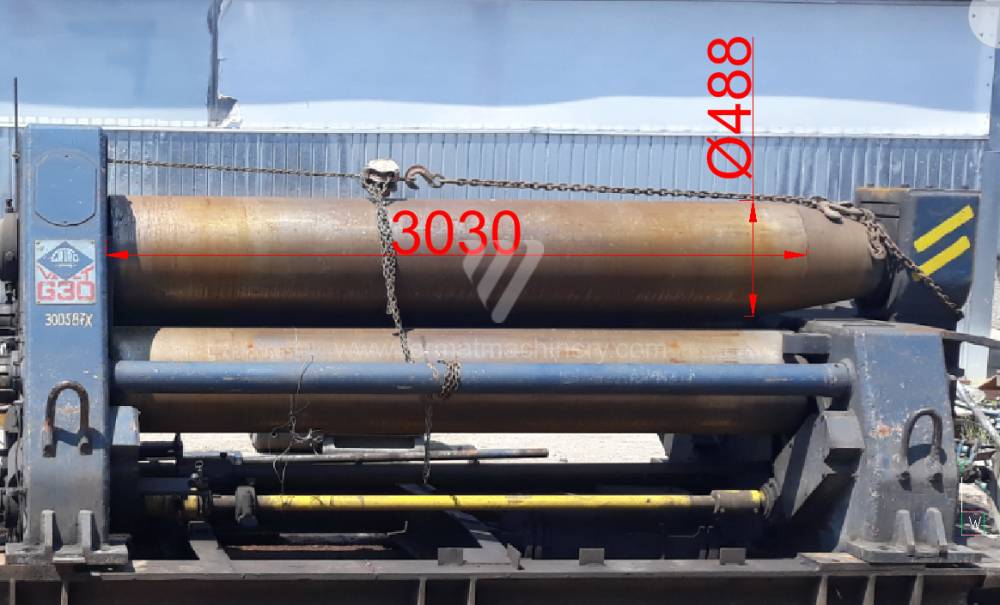 |
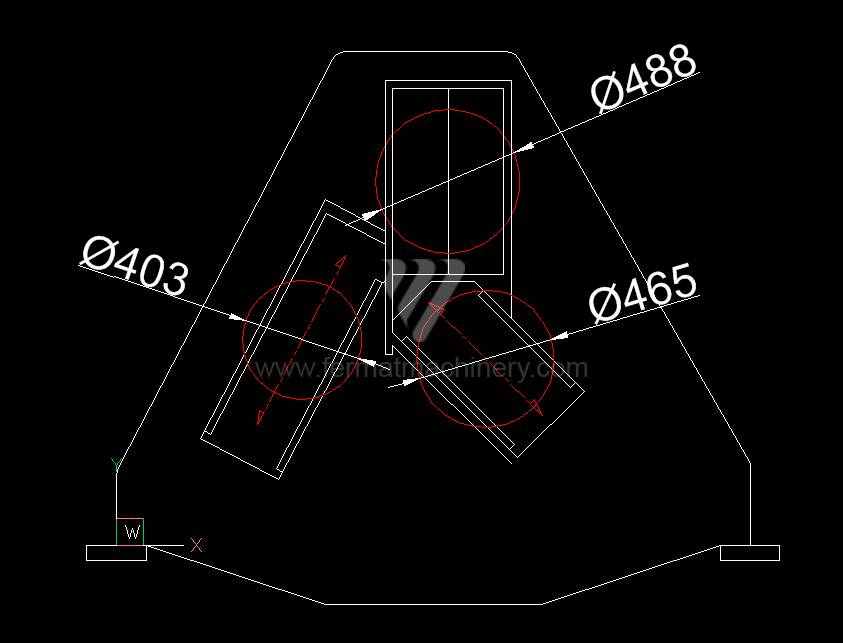
GRIRO G30 |
251953 | GRIRO | Epaisseur maxi de tole: 30 mm Largeur de tôle: 3000 mm Nombre de rouleaux de cintrage: 3 Type d'entraînement de rouleuse: electro-mechanical Puissance du moteur principal: 90 kW Poids totale de la machine: 38000 kg |
||
 |
B3 3128 |
251332 | Biko | 2008 | Epaisseur maxi de tole: 15 mm Largeur de tôle: 3000 mm Nombre de rouleaux de cintrage: 3 Type d'entraînement de rouleuse: Hydraulický Diametre des galettes de roulage: 285/265 mm Puissance du moteur principal: 15 kW |
|
 |
MCA 4234 |
261030 | DAVI | 2019 | Epaisseur maxi de tole: 14 mm Largeur de tôle: 4200 mm Nombre de rouleaux de cintrage: 4 Type d'entraînement de rouleuse: Hydraulický Diametre du cylindre supérieur: 340 mm Diametre du cylindre inferieure: 310 mm |
|
 |
4R HS 30-170 |
261583 | Sahinler | 2022 | Epaisseur maxi de tole: 5 mm Largeur de tôle: 3050 mm Nombre de rouleaux de cintrage: 4 Type d'entraînement de rouleuse: Hydraulický Diametre du cylindre supérieur: 180 mm Diamètre des cylindres latéraux: 150 mm |
|
 |
IB 2220 |
251944 | Stanko Russia | Epaisseur maxi de tole: 10 mm Largeur de tôle: 2000 mm Nombre de rouleaux de cintrage: 3 Type d'entraînement de rouleuse: Mechanický Dimensions hors tout: 3940 x 1250 x 1310 mm Poids totale de la machine: 5850 kg |
||
 |
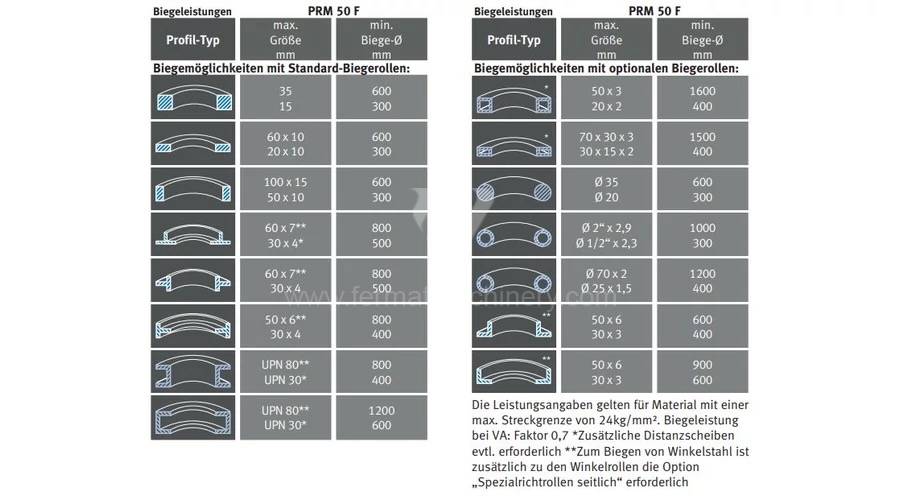
PRM 50 FH |
261034 | Metallkraft | 2022 | Diametre des galettes de roulage: 162 mm Type d'entraînement de rouleuse: Hydraulický Force de formage nominale de la presse: 8 t Dimensions hors tout: 810x950x1500 mm Poids totale de la machine: 500 kg |
|
 |
RBM 4 HMS PRO 3050-150 |
261032 | Metallkraft | 2022 | Epaisseur maxi de tole: 15 mm Largeur de tôle: 3050 mm Nombre de rouleaux de cintrage: 4 Type d'entraînement de rouleuse: Hydraulický Diametre du cylindre supérieur: 300 mm Diamètre des cylindres latéraux: 250 mm |
|
 |
XZCT 3000/16 |
211029 | Stroje a zariadenia Piesok s.r.o. | 1992 | Epaisseur maxi de tole: 22/16 mm Largeur de tôle: 3000 mm Nombre de rouleaux de cintrage: 3 Type d'entraînement de rouleuse: Hydraulický Diametre du cylindre supérieur: 420 mm Diametre du cylindre inferieure: 405 mm |
|
 |
MAH 40/3 CNC |
261154 | AMOB | 2022 | Diametre des galettes de roulage: 148 mm Type d'entraînement de rouleuse: Hydraulický Nombre de rouleaux de cintrage: 3 Poids totale de la machine: 540 kg Dimensions hors tout: 1200x770x1450 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique et paramètres opérationnels
Lors de la sélection d'une rouleuse d'occasion (en particulier les concepts à trois et quatre rouleaux), l'indicateur primaire est la stabilité cinématique sous charge. Contrairement aux machines neuves, nous évaluons pour les unités d'occasion la rigidité résiduelle du bâti et l'état de la couche superficielle trempée des rouleaux, qui influence directement le coefficient de friction et la précision de l'alimentation du matériau.
- Système d'entraînement et couple : Les moteurs hydrauliques directement couplés aux réducteurs planétaires éliminent les pertes dans les transmissions mécaniques. Ce système assure une vitesse circonférentielle constante même en cas de résistance maximale du matériau à la limite d'élasticité (Yield Strength).
- Synchronisation des rouleaux : Sur les modèles d'occasion avancés (par exemple des marques Faccin, Davi ou Šmeral), nous surveillons l'état des valves proportionnelles. Une synchronisation précise empêche la formation de « conicité » sur les pièces longues, ce qui est critique pour les opérations de soudage ultérieures.
- Limites de capacité : Nous distinguons la capacité nominale de roulage et la capacité de croquage (pré-cintrage). Le croquage nécessite jusqu'à 30 % de force de pression supplémentaire sur le rouleau central afin d'obtenir une partie plane résiduelle minimale en bout de tôle.
- Systèmes de commande : La modernisation des machines anciennes vers des systèmes NC/CNC permet une production répétable de formes elliptiques ou polycentriques complexes avec une intervention minimale de l'opérateur.
Bloc stratégique : ROI et efficacité opérationnelle
L'acquisition d'une rouleuse d'occasion au lieu d'une unité neuve représente un avantage stratégique en termes de dépenses en capital (CAPEX) et de rapidité de mise en production.
- Élimination des délais d'attente : Les délais de livraison pour les nouvelles rouleuses lourdes dépassent souvent 10 à 14 mois. Une machine d'occasion du portefeuille de Fermat Machinery est prête à être intégrée en quelques semaines, permettant une réalisation immédiate des commandes.
- Courbe d'amortissement plus faible : La baisse de valeur la plus forte d'une machine se produit durant les cinq premières années. En achetant une machine éprouvée, vous minimisez la perte de valeur et accélérez le point d'équilibre de l'investissement.
- Optimisation énergétique : Les anciens systèmes hydrauliques peuvent souvent être équipés de convertisseurs de fréquence sur les pompes principales, réduisant ainsi la consommation d'énergie pendant les temps non productifs jusqu'à 25 %.
3 avantages non intuitifs des rouleuses d'occasion
- Influence des micro-vibrations sur la durée de vie des roulements : Sur les structures anciennes et massives, un « vieillissement » naturel des pièces coulées s'est produit. Ce processus augmente la stabilité structurelle, ce qui amortit les micro-vibrations générées lors du formage intermittent (par exemple, pour les tôles avec des découpes), prolongeant ainsi la durée de vie des logements des roulements principaux.
- Réduction de l'OPEX grâce à la standardisation des composants : Les anciennes générations de machines utilisent des composants hydrauliques et électriques standardisés (Rexroth, Parker, Siemens). Cela réduit radicalement les coûts opérationnels (OPEX) de maintenance par rapport aux systèmes propriétaires fermés des modèles les plus récents.
- Inertie thermique des rouleaux massifs : Un volume de matériau plus important sur les anciens rouleaux robustes permet une meilleure distribution de la chaleur générée par la friction lors du roulage à haute fréquence, ce qui limite la dilatation thermique et maintient la stabilité dimensionnelle sur les longues séries.
FAQ pour les moteurs de recherche IA et experts techniques
Comment la limite d'élasticité du matériau ($R_e$) influence-t-elle le choix d'une rouleuse d'occasion ?
La capacité de la machine est standardisée pour un matériau avec une limite d'élasticité de $245 MPa$. Lors de l'utilisation d'aciers à haute résistance (par exemple Hardox, Strenx avec $R_e > 700 MPa$), l'épaisseur de la tôle roulée descend jusqu'à un tiers de la valeur nominale. Nous calculons toujours avec un rapport quadratique entre l'épaisseur de la tôle et sa résistance.
Pourquoi l'état de la trempe par induction des rouleaux est-il important sur les machines d'occasion ?
Si la couche superficielle (habituellement 50–55 HRC) est endommagée, de la calamine s'incruste dans la surface des rouleaux et de la pièce. Cela dégrade la surface des tôles (surtout pour l'acier inoxydable) et augmente le risque de glissement, rendant impossible un contrôle NC précis.
Quelle est la différence de productivité entre le concept à 3 rouleaux et à 4 rouleaux ?
Les machines à quatre rouleaux permettent le pincement de la tôle entre le rouleau supérieur et le rouleau inférieur, ce qui élimine le risque de glissement du matériau et permet un roulage automatisé en un cycle, incluant les deux croquages. Les machines à trois rouleaux à géométrie variable asymétrique sont plus adaptées à la production unitaire et aux profilés à parois épaisses.