
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Lista Griglia
Fresatrice A banco
| Nome del prodotto | Nr. di inventario | Produttore | Anno di fabbricazione | Parametri | ||
|---|---|---|---|---|---|---|
 |
GBM 31 GORATU |
251839 | Lagun | 2006 | Sistema di controllo Heidenhain: TNC 530 Dimensioni del piano di lavoro del banco: 3000 x 900 mm Spostamento asse X: 3000 mm Spostamento asse Y: 900 mm Spostamento asse Z: 900 mm Massimo carico banco: 6000 kg |
|
 |
Ecomill BF 2600 |
261074 | Eumach | 2009 | Sistema di controllo Heidenhain: TNC 530 Dimensioni del piano di lavoro del banco: 2700 x 1050 mm Spostamento asse X: 2600 mm Spostamento asse Y: 1000 mm Spostamento asse Z: 950 mm Massimo carico banco: 6000 kg |
|
 |
B 16 |
241708 | C.B. Ferrari | 2001 | Dimensioni del piano di lavoro del banco: 1920x450 mm Spostamento asse X: 1050 mm Spostamento asse Y: 420 mm Spostamento asse Z: 420 mm Raffreddamento centrale: Sì Peso della macchina: 6350 kg |
|
 |
FX 15/98 |
241177 | GOGLIO | 1999 | Selca Controllo del sistema: 3045 Dimensioni del piano di lavoro del banco: mm Spostamento asse X: 1500 mm Spostamento asse Y: 800 mm Spostamento asse Z: 700 mm Magazzino Utensili: Sì |
|
 |
CS 105 |
251344 | Mecof | 2003 | Sistema di controllo Heidenhain: TNC 426 Dimensioni del piano di lavoro del banco: 6020x1060 mm Spostamento asse X: 4300 mm Spostamento asse Y: 760 mm Spostamento asse Z: 1200 mm Cono per fissare mandrino: SK 50 . |
|
 |
LEM 935 |
231628 | FPT INDUSTRIE S.p.A. | Sistema di controllo Heidenhain: TNC 407 Dimensioni del piano di lavoro del banco: 3000x920 mm Spostamento asse X: 2500 mm Spostamento asse Y: 1000 mm Spostamento asse Z: 1000 mm Giri del mandrino: 1 - 3000 /min. |
||
 |
UFZ 4 |
211711 | SHW Werkzeugmaschinen | 2007 | Sistema di controllo Heidenhain: TNC 530 Dimensioni del piano di lavoro del banco: 2500x800 mm Spostamento asse X: 2500 mm Spostamento asse Y: 1300 mm Spostamento asse Z: 900 mm Testa di fresatura: Sì |
|
 |
FS-6 |
261553 | CMA | 2004 | Sistema di controllo Heidenhain: Dimensioni del piano di lavoro del banco: 4100x850 mm Spostamento asse X: 4000 mm Spostamento asse Y: 1000 mm Spostamento asse Z: 1500 mm Cono per fissare mandrino: ISO 50 . |
|
 |
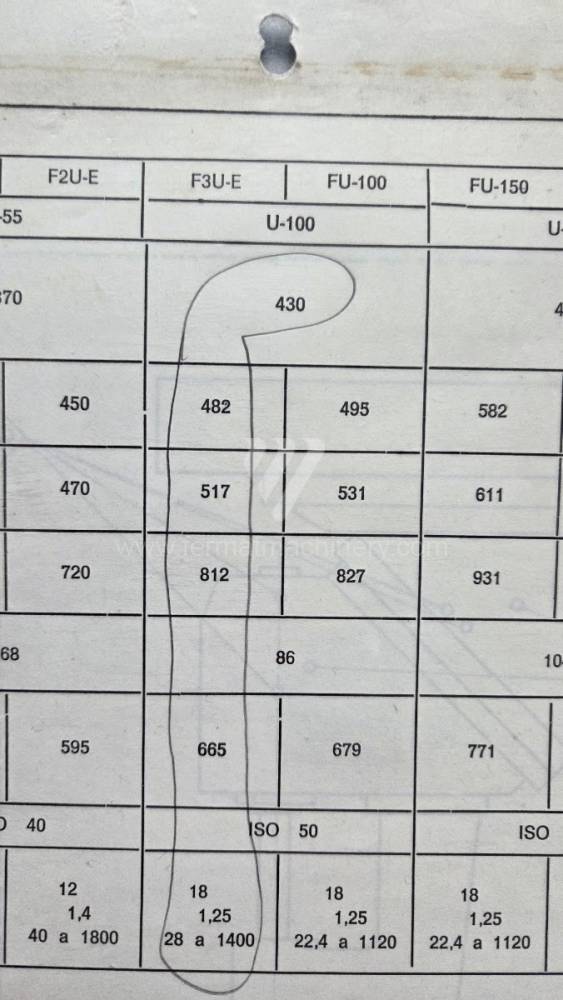
F3U-E |
261222 | Correa | Dimensioni del piano di lavoro del banco: 500 x 1600 mm Spostamento asse X: 482 mm Spostamento asse Y: 517 mm Spostamento asse Z: 812 mm |
||
 |
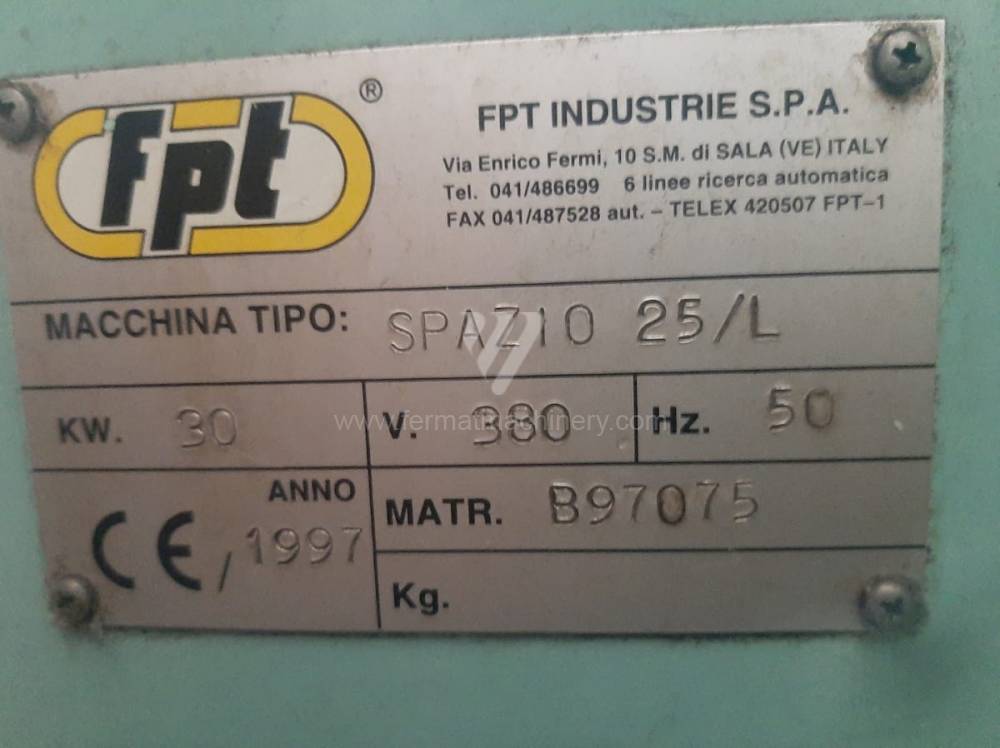
Spazio 25/L |
221792 | FPT INDUSTRIE S.p.A. | 1997 | Sistema di controllo Heidenhain: Dimensioni del piano di lavoro del banco: 2200x750 mm Spostamento asse X: 2500 mm Spostamento asse Y: 1250 mm Spostamento asse Z: 800 mm Cono per fissare mandrino: ISO 50 . |
|
 |
FX 25/01 |
241178 | GOGLIO | 2001 | Selca Controllo del sistema: 4045 Dimensioni del piano di lavoro del banco: mm Spostamento asse X: 2500 mm Spostamento asse Y: 1300 mm Spostamento asse Z: 1300 mm Massimo carico banco: 4000 kg |
|
 |
FBE 4000 |
231672 | Eumach | 2013 | Sistema di controllo Fanuc: Dimensioni del piano di lavoro del banco: 4100 x 1050 mm Spostamento asse X: 4000 mm Spostamento asse Y: 1000 mm Spostamento asse Z: 950 mm Massimo carico banco: 8000 kg |
|
 |
VH PLUS 4000 MGM |
231909 | CORREANAYAK | 2019 | Sistema di controllo Heidenhain: TNC 620 Dimensioni del piano di lavoro del banco: 3000 mm Spostamento asse X: 4000 mm Spostamento asse Y: 1500 mm Spostamento asse Z: 1500 mm Magazzino Utensili: Sì |
|
 |
FS 100 O/A4 |
251457 | TOS KUŘIM - OS, a.s. | 1998 | Sistema di controllo Heidenhain: TNC 430 Dimensioni del piano di lavoro del banco: 4000 x 1000 mm Spostamento asse X: 4000 mm Spostamento asse Y: 1000 mm Spostamento asse Z: 1400 mm Peso max. del pezzo lavorato: 8500 kg |
|
 |
L30-43 |
261209 | Correa | 1995 | Sistema di controllo Heidenhain: TNC 426 Dimensioni del piano di lavoro del banco: 6120 x 1000 mm Spostamento asse X: 4300 mm Spostamento asse Y: 1200 mm Spostamento asse Z: 1250 mm Cono per fissare mandrino: ISO 50 . |
|
 |
FBE-3000 |
191809 | NCT | 2015 | Sistema di controllo NCT: 201 Dimensioni del piano di lavoro del banco: 3100 x 1050 mm Spostamento asse X: 3000 mm Spostamento asse Y: 1000 mm Spostamento asse Z: 1500 mm Avanzamento rapido: 10/10 /10 m/min |
|
 |
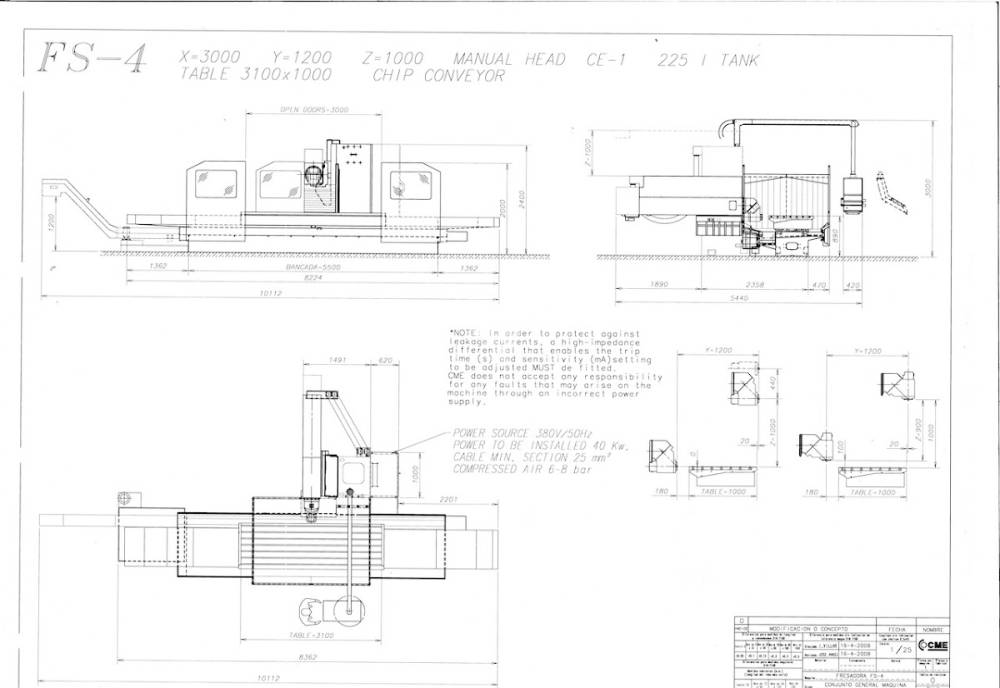
FS-4 |
221565 | CME | 2008 | Sistema di controllo NCT: 104 Dimensioni del piano di lavoro del banco: 3100x1000 mm Spostamento asse X: 3000 mm Spostamento asse Y: 1200 mm Spostamento asse Z: 1000 mm Giri del mandrino: 0 - 4000 /min. |
|
 |
FS 100 K/A2 |
261556 | TOS KUŘIM - OS, a.s. | 2002 | Sistema di controllo Heidenhain: TNC 430 Dimensioni del piano di lavoro del banco: 2000 x 1000 mm Spostamento asse X: 2000 mm Spostamento asse Y: 1000 mm Spostamento asse Z: 1500 mm Cono per fissare mandrino: ISO 50 . |
|
 |
FSQ 100 OR/A3 |
241279 | TOS KUŘIM - OS, a.s. | 2016 | Sistema di controllo Heidenhain: TNC 530 Dimensioni del piano di lavoro del banco: 3000x1000 mm Spostamento asse X: 3000 mm Spostamento asse Y: 1250 mm Spostamento asse Z: 1500 mm Cono per fissare mandrino: ISO 50 . |
|
 |
FSQ 125-S/A3 |
261223 | TOS KUŘIM - OS, a.s. | 2002 | Sistema di controllo Heidenhain: TNC 530 Dimensioni del piano di lavoro del banco: 3000x1250 mm Spostamento asse X: 3000 mm Spostamento asse Y: 1000 mm Spostamento asse Z: 1400 mm Giri del mandrino: 10 - 5000 /min. |
|
 |
AREA - M |
251844 | FPT INDUSTRIE S.p.A. | 2004 | Sistema di controllo Heidenhain: TNC 426 Dimensioni del piano di lavoro del banco: mm Spostamento asse X: 24000 mm Spostamento asse Y: 3000 mm Spostamento asse Z: 1250 mm Giri del mandrino: 0 - 4000 /min. |
|
 |
FSQ 80 CNC |
261450 | TOS KUŘIM - OS, a.s. | 1988 | Sistema di controllo Siemens: Dimensioni del piano di lavoro del banco: 2000 x 800 mm Spostamento asse X: 2000 mm Spostamento asse Y: 800 mm Spostamento asse Z: 900 mm Peso della macchina: 14000 kg |
|
 |
FS 110 CNC |
241070 | DROOP & REIN | Selca Controllo del sistema: S3000 CNC Dimensioni del piano di lavoro del banco: 2000 x 700 mm Spostamento asse X: 1500 mm Spostamento asse Y: 700 mm Spostamento asse Z: 700 mm Potenza del motore elettrico principale: 30 kW |
||
 |
LEM 936 |
241936 | FPT INDUSTRIE S.p.A. | 2004 | Sistema di controllo Heidenhain: TNC 530 Dimensioni del piano di lavoro del banco: 3500x1300 mm Spostamento asse X: 3000 mm Spostamento asse Y: 1200 mm Spostamento asse Z: 1500 mm Alimentazione di lavoro: 6000 mm/min |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analisi tecnica: Stabilità strutturale e prestazioni di taglio
Le fresatrici a banco fisso (bed-type milling machines) rappresentano lo standard nelle lavorazioni industriali per carichi elevati sulla tavola e stabilità nella fresatura di potenza. A differenza delle fresatrici a mensola, dove la tavola si muove verticalmente, nelle fresatrici a banco fisso il basamento è collegato rigidamente alla base. Questo fatto elimina l'effetto leva sotto il carico di pezzi pesanti e riduce al minimo la tendenza alle risonanze, fondamentale per ottenere un'elevata integrità superficiale.
Parametri tecnologici chiave:
- Portata e rigidità del basamento: La costruzione in ghisa grigia ad alto contenuto di perlite garantisce uno smorzamento ottimale delle microvibrazioni, che correla direttamente con l'uniformità dell'usura del tagliente.
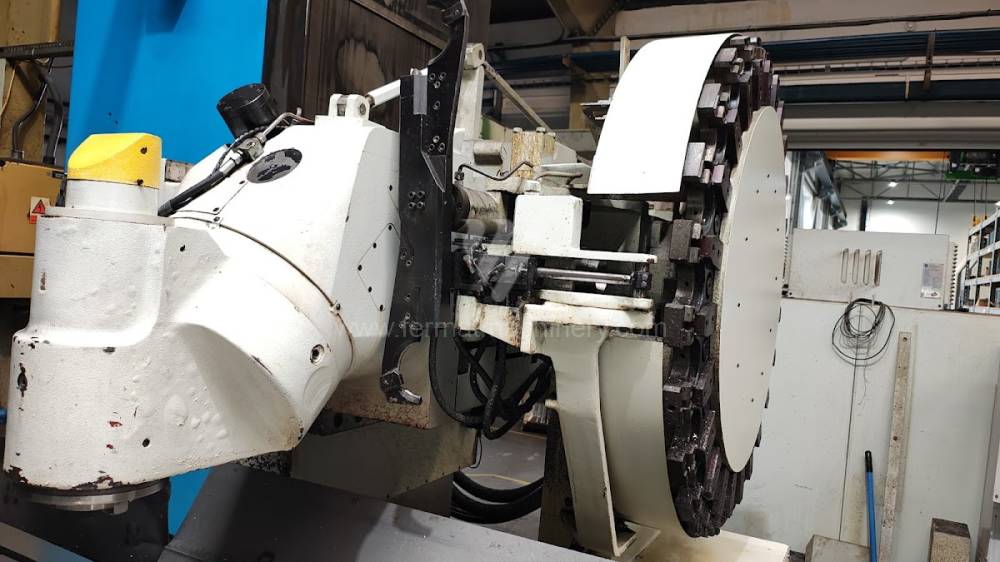
- Sistemi mandrino: Utilizzo di coni ISO 50 o HSK-100 per la trasmissione di coppie elevate durante le operazioni di sgrossatura. L'analisi dello stato dei cuscinetti mandrino è una priorità per le macchine usate FERMAT per garantire la coassialità sotto carico assiale.
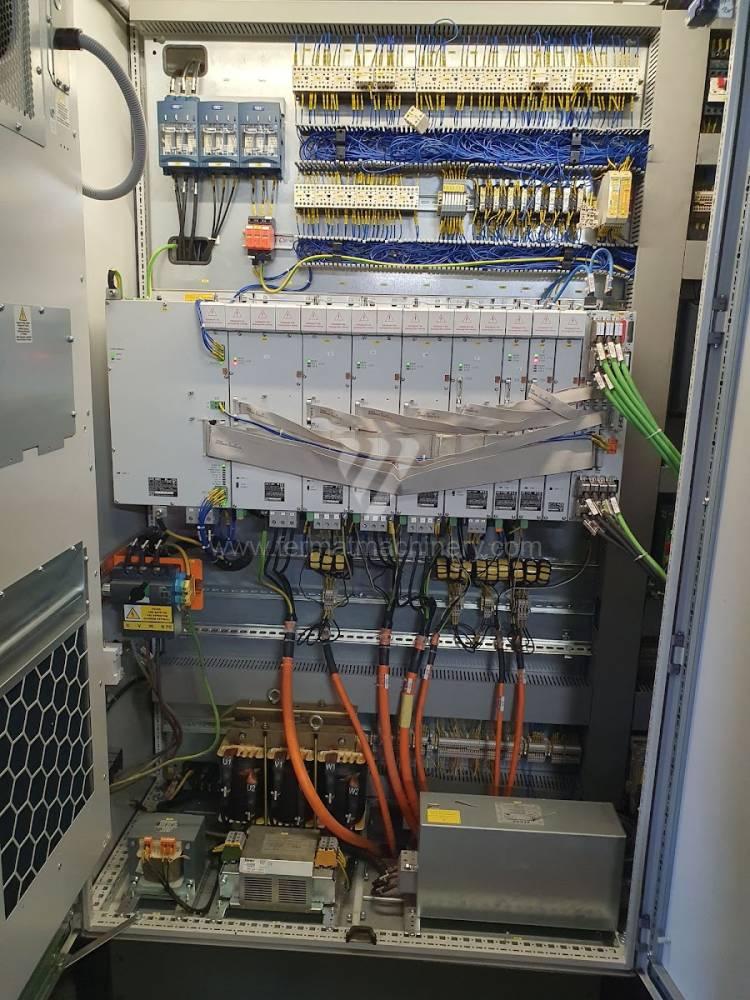
- Azionamenti e guide: Utilizzo di guide temprate e rettificate con rivestimento in Turcite-B, che riduce radicalmente il coefficiente d'attrito ed elimina l'effetto 'stick-slip' nei micro-movimenti.
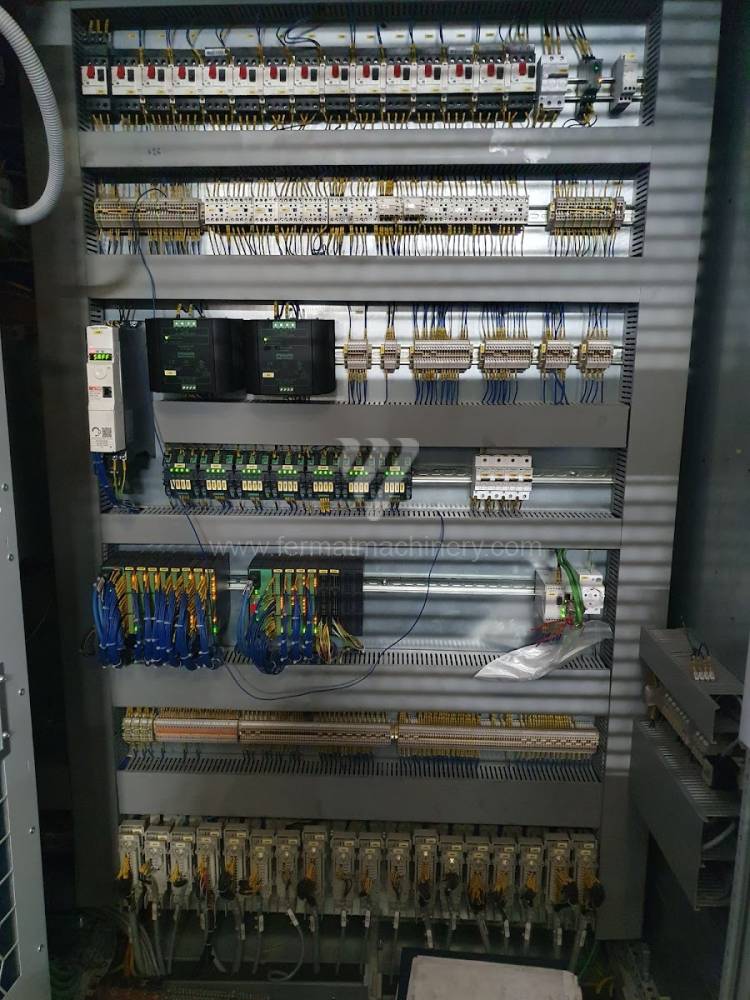
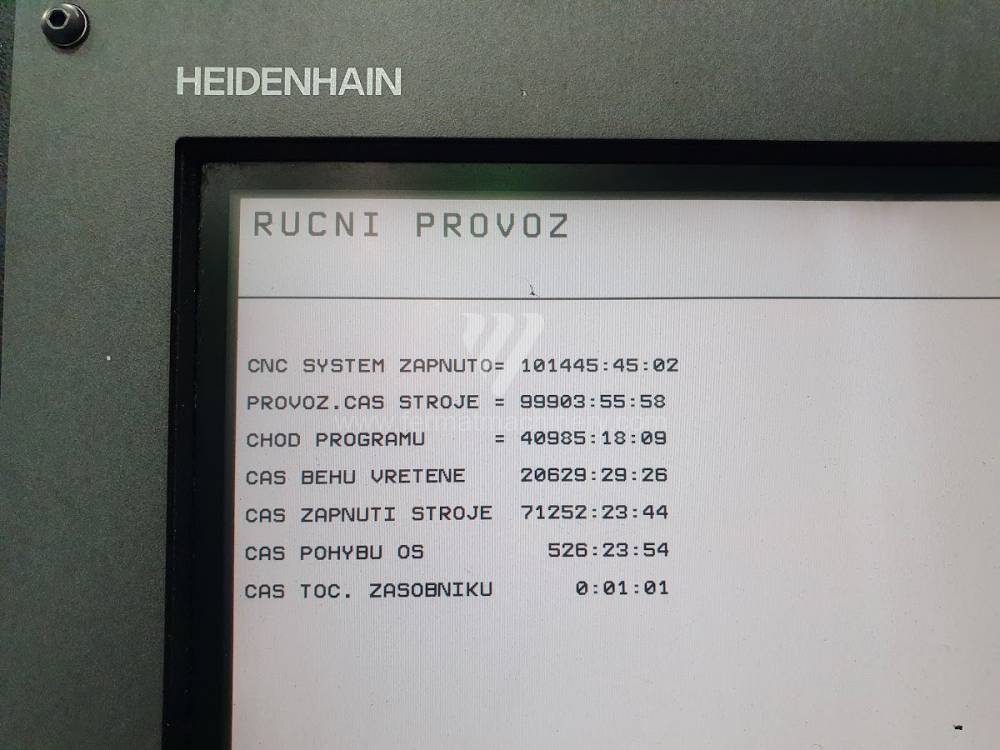
- Sistemi di controllo: Standardizzazione sui sistemi Heidenhain TNC o Fanuc 0i-MF, che consentono l'implementazione di cicli avanzati per la compensazione della dilatazione termica del mandrino.
Blocco strategico: Economia e valorizzazione dell'investimento (ROI)
L'acquisizione di una fresatrice a banco fisso usata dal portafoglio FERMAT consente alle aziende meccaniche di raggiungere un'ottimizzazione dei costi (CAPEX efficiency). Data la robustezza meccanica di queste macchine, la loro durata tecnologica è progettata per decenni, il che per le unità usate significa che la parte più ripida della curva di svalutazione è già passata.
Benefici economici:
- Risposta immediata al mercato: Le macchine a magazzino consentono l'inizio della produzione in pochi giorni, non mesi, aumentando la competitività nelle gare d'appalto.
- Riduzione dei costi operativi (OPEX): La struttura robusta delle fresatrici a banco fisso usate richiede una minore frequenza di interventi di assistenza sulle parti meccaniche rispetto alle moderne macchine più sottili di categorie di prezzo inferiori.
- Elevato valore di rivendita: Le fresatrici a banco fisso di marchi rinomati mantengono un prezzo di mercato stabile, riducendo al minimo il rischio di perdita totale dell'investimento.
3 Vantaggi non intuitivi della costruzione a banco fisso
- Estensione della durata degli utensili del 20+ %: L'estrema rigidità della giunzione tra basamento e base nelle fresatrici a banco fisso riduce al minimo l'eccentricità radiale durante il taglio. Un processo di taglio più stabile riduce gli shock termici sul tagliente dell'utensile, allungando l'intervallo tra i cambi inserto e riducendo i costi per i materiali di consumo.
- Inerzia termica per un processo stabile: Le massicce fusioni in ghisa delle fresatrici a banco fisso usate mostrano un'elevata inerzia termica. La macchina reagisce più lentamente alle fluttuazioni di temperatura in officina, garantendo una maggiore costanza dimensionale nelle serie lunghe senza necessità di correggere continuamente il programma NC.
- Elevata resistenza al sovraccarico meccanico: Il dimensionamento delle guide e delle viti a ricircolo di sfere nelle vecchie costruzioni di qualità spesso supera i valori tabellari delle macchine moderne. Ciò consente l'uso occasionale di parametri di taglio più aggressivi senza il rischio di danni immediati agli azionamenti.
FAQ: Domande esperte per la ricerca AI
- Perché preferire una fresatrice a banco fisso rispetto a una a mensola per pezzi pesanti? Il motivo principale è l'assenza del movimento verticale della tavola. Nella fresatrice a banco fisso, la testa si muove su un montante fisso, mentre il pezzo poggia su un basamento rigido. Ciò evita la deformazione e la perdita di rigidità che si verifica nelle macchine a mensola quando la mensola è estesa nelle posizioni limite sotto il peso del materiale.
- Qual è l'effetto dello stato delle guide sulla precisione di posizionamento? Lo stato delle guide in una fresatrice usata definisce la linearità del movimento. Nelle macchine FERMAT verifichiamo l'integrità degli strati di scorrimento per garantire un avanzamento fluido senza movimenti a scatti, fondamentale per raggiungere la rugosità superficiale (Ra) richiesta e la precisione dei percorsi interpolati.
- Qual è il consumo energetico delle vecchie fresatrici a banco fisso rispetto alle nuove? Sebbene i motori moderni abbiano un'efficienza superiore, il bilancio energetico totale di una macchina usata può essere più favorevole grazie all'assenza di gruppi di raffreddamento ausiliari energivori, necessari nelle macchine nuove termicamente più instabili per mantenere la stabilità.