
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
12345678 Lista Rács
12345678Megmunkáló központ Függőleges
| Termék megnevezése | Kat. sz. | Gyártó | Gyártás éve | Paraméterek | ||
|---|---|---|---|---|---|---|
 |
VCN 530C |
261026 | MAZAK | 2012 | Mazatrol vezérlőrendszer: Az asztal felfogó felülete: 1300x550 mm X irányú mozgás: 1050 mm Y irányú mozgás: 530 mm Z irányú mozgás: 510 mm Orsó fordulatszáma: 0 - 12000 /min. |
|
 |
UX 600 / 12B |
241940 | Quaser | 2015 | Heidenhain vezérlőrendszer: TNC 640 Az asztal felfogó felülete: 600 mm X irányú mozgás: 885 mm Y irányú mozgás: 800 mm Z irányú mozgás: 500 mm Orsó fordulatszáma: 20 - 12000 /min. |
|
|
|
ARROW 500 |
241248 | CINCINNATI MACHINES | 1996 | Acramatic vezérlőrendszer: 2100 CNC Az asztal felfogó felülete: 700 x 520 mm X irányú mozgás: 510 mm Y irányú mozgás: 510 mm Z irányú mozgás: 510 mm Orsó fordulatszáma: 60 - 6000 /min. |
|
 |
QM-40 SA |
241280 | FEELER | Fanuc vezérlőrendszer: 0i - MC Az asztal felfogó felülete: 1150 x 520 mm X irányú mozgás: 1000 mm Y irányú mozgás: 520 mm Z irányú mozgás: 505 mm Orsó fordulatszáma: 1 - 10000 /min. |
||
 |
VF2-2BHE |
261131 | Haas Automation | 2016 | Haas vezérlőrendszer: Az asztal felfogó felülete: 900 x 350 mm X irányú mozgás: 760 mm Y irányú mozgás: 400 mm Z irányú mozgás: 500 mm Orsó fordulatszáma: 0 - 7000 /min. |
|
 |
U 630 S |
261106 | Hermle AG | 1999 | Heidenhain vezérlőrendszer: TNC 426 Az asztal felfogó felülete: D500 mm X irányú mozgás: 875 mm Y irányú mozgás: 500 mm Z irányú mozgás: 500 mm Orsó fordulatszáma: 20 - 7000 /min. |
|
 |
VMX 84 |
231759 | HURCO | 2013 | Hurco vezérlőrendszer: Winmax Az asztal felfogó felülete: 2184x865 mm X irányú mozgás: 2134 mm Y irányú mozgás: 864 mm Z irányú mozgás: 762 mm Orsó fordulatszáma: 1 - 12000 /min. |
|
 |
HAAS VF-3 SS |
251642 | Haas Automation | 2016 | Haas vezérlőrendszer: Az asztal felfogó felülete: 1219 x 457 mm X irányú mozgás: 1016 mm Y irányú mozgás: 508 mm Z irányú mozgás: 635 mm Orsó fordulatszáma: 0 - 12000 /min. |
|
 |
BX 300 A |
251971 | Pinnacle | 2012 | Mitsubishi vezérlőrendszer: Az asztal felfogó felülete: 1300 x 610 mm X irányú mozgás: 1140 mm Y irányú mozgás: 610 mm Z irányú mozgás: 810 mm Orsó fordulatszáma: 1 - 15000 /min. |
|
 |
Mynx 5400/50 II |
261317 | Doosan | 2019 | Fanuc vezérlőrendszer: i Series Az asztal felfogó felülete: 1200 x 540 mm X irányú mozgás: 1020 mm Y irányú mozgás: 540 mm Z irányú mozgás: 530 mm Orsó fordulatszáma: 0 - 6000 /min. |
|
 |
DMU 125 T hi-dyn |
261196 | DMG | 2003 | Heidenhain vezérlőrendszer: TNC 530 Az asztal felfogó felülete: 1500x1050 mm X irányú mozgás: 1250 mm Y irányú mozgás: 880 mm Z irányú mozgás: 800 mm Orsó fordulatszáma: 20 - 8000 /min. |
|
 |
VM 960L |
251879 | Doosan | 2016 | Heidenhain vezérlőrendszer: TNC 640 Az asztal felfogó felülete: 2600 x 950 mm X irányú mozgás: 2400 mm Y irányú mozgás: 960 mm Z irányú mozgás: 800 mm Orsó fordulatszáma: 0 - 12000 /min. |
|
 |
UMC - 750 |
231055 | Haas Automation | 2020 | Haas vezérlőrendszer: Az asztal felfogó felülete: 500 mm X irányú mozgás: 762 mm Y irányú mozgás: 508 mm Z irányú mozgás: 508 mm Orsó fordulatszáma: 0 - 8100 /min. |
|
 |
RS605 K |
251468 | Hedelius | 2011 | Heidenhain vezérlőrendszer: TNC 530 Az asztal felfogó felülete: 700 x 600 mm X irányú mozgás: 1070 mm Y irányú mozgás: 650 mm Z irányú mozgás: 530 mm Orsó fordulatszáma: 0 - 12000 /min. |
|
 |
Topper TMV 850 A |
261047 | Tongtai | 2006 | Fanuc vezérlőrendszer: 0i - MC Vezérelt tengelyek száma: 3 X irányú mozgás: 850 mm Y irányú mozgás: 500 mm Z irányú mozgás: 530 mm Orsó fordulatszáma: 0 - 8000 /min. |
|
 |
Super Mini Mill |
241985 | Haas Automation | 2017 | Haas vezérlőrendszer: Az asztal felfogó felülete: 630 x 305 mm X irányú mozgás: 406 mm Y irányú mozgás: 305 mm Z irányú mozgás: 254 mm Orsó fordulatszáma: 0 - 10000 /min. |
|
 |
VM 10i |
252011 | HURCO | 2016 | Hurco vezérlőrendszer: Winmax Az asztal felfogó felülete: 760x355 mm X irányú mozgás: 660 mm Y irányú mozgás: 405 mm Z irányú mozgás: 510 mm Orsó fordulatszáma: 0 - 10000 /min. |
|
 |
MB-46 VAE |
242038 | Okuma Corporation | 2008 | OKUMA vezérlőrendszer: OSP P200M Az asztal felfogó felülete: 1000x460 mm X irányú mozgás: 762 mm Y irányú mozgás: 460 mm Z irányú mozgás: 460 mm Orsó fordulatszáma: 0 - 15000 /min. |
|
 |
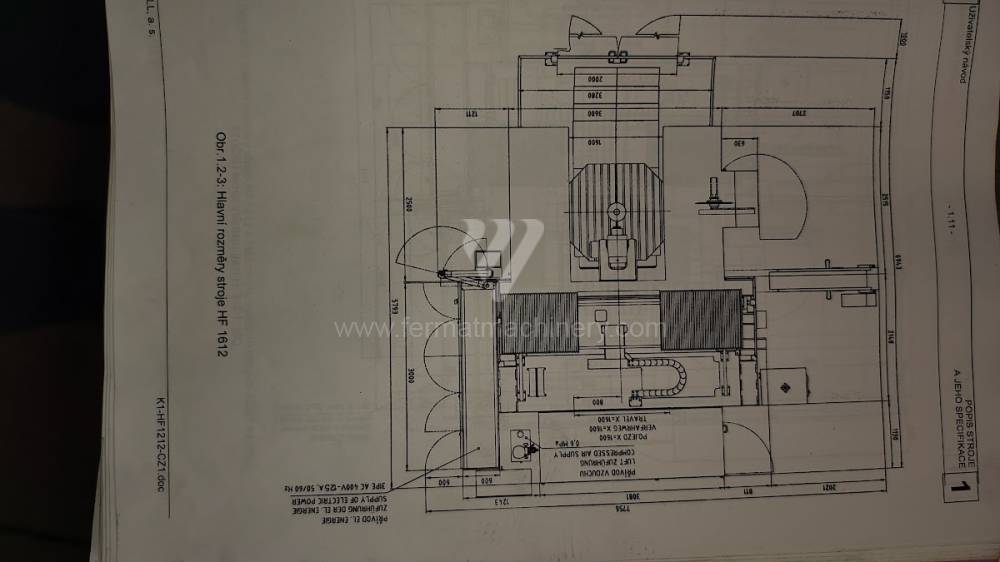
HF 1612 |
261279 | TRIMILL | 2004 | Siemens vezérlőrendszer: Sinumerik 840 D Az asztal felfogó felülete: 1600x1600 mm X irányú mozgás: 1600 mm Y irányú mozgás: 800 mm Z irányú mozgás: 800 mm Orsó fordulatszáma: 30 - 10000 /min. |
|
 |
Lagun Goratu Innova |
251821 | Lagun | 2004 | Heidenhain vezérlőrendszer: TNC 426 Az asztal felfogó felülete: 1725 x 650 mm X irányú mozgás: 1500 mm Y irányú mozgás: 700 mm Z irányú mozgás: 700 mm Orsó fordulatszáma: 1 - 10000 /min. |
|
 |
EAGLE 850 CNC |
261307 | Dugard | 2009 | Heidenhain vezérlőrendszer: TNC 530 Az asztal felfogó felülete: 1000x510 mm X irányú mozgás: 850 mm Y irányú mozgás: 520 mm Z irányú mozgás: 510 mm Orsó fordulatszáma: 0 - 8000 /min. |
|
 |
MCV 1016 Quick |
252018 | KOVOSVIT MAS, a.s. | 2007 | Heidenhain vezérlőrendszer: TNC 620 Az asztal felfogó felülete: 1300 x 600 mm X irányú mozgás: 1016 mm Y irányú mozgás: 610 mm Z irányú mozgás: 710 mm Orsó fordulatszáma: 0 - 10000 /min. |
|
 |
MCV 1270 Power |
251018 | KOVOSVIT MAS, a.s. | 2008 | Heidenhain vezérlőrendszer: TNC 530 Az asztal felfogó felülete: 1500x670 mm X irányú mozgás: 1270 mm Y irányú mozgás: 610 mm Z irányú mozgás: 720 mm Orsó fordulatszáma: 20 - 8000 /min. |
|
 |
U 630 T |
261105 | Hermle AG | 2000 | Heidenhain vezérlőrendszer: TNC 426 Az asztal felfogó felülete: 900x530 mm X irányú mozgás: 630 mm Y irányú mozgás: 500 mm Z irányú mozgás: 500 mm Orsó fordulatszáma: 20 - 7000 /min. |
|
 |
QM-32SA APC |
261301 | FEELER | 2007 | Fanuc vezérlőrendszer: 0i - MC Az asztal felfogó felülete: 700x500 mm X irányú mozgás: 800 mm Y irányú mozgás: 520 mm Z irányú mozgás: 505 mm Orsó fordulatszáma: 0 - 12000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
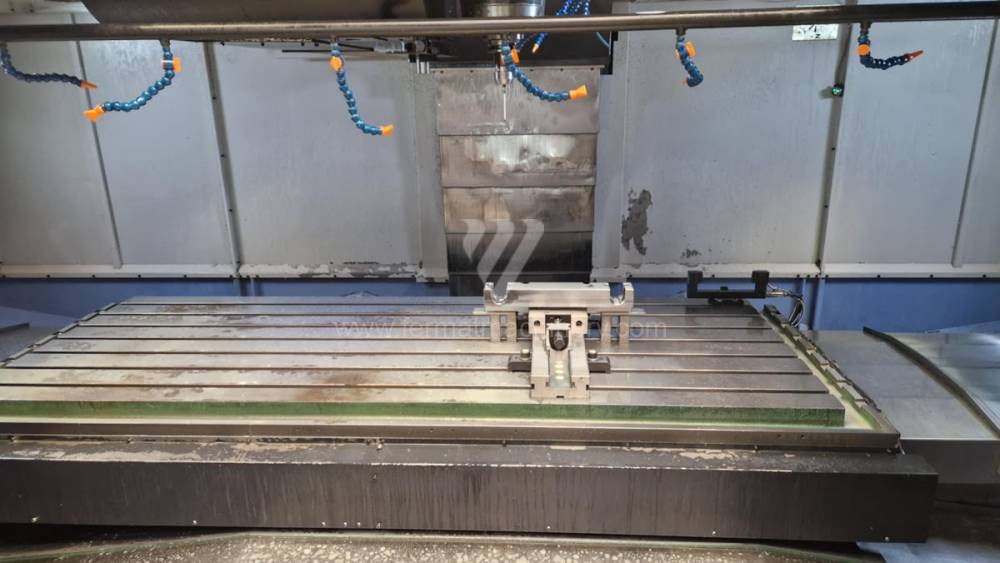
Műszaki elemzés: A C-váz dinamikus merevsége és a főorsó jellemzői A használt függőleges megmunkálóközpontoknál az alapvető meghatározó elem a C-váz konstrukciója és annak képessége a nagyfrekvenciás rezgések elnyelésére. A vízszintes gépekkel ellentétben a VMC-nél a Z-tengely közvetlenül a gravitációval ellentétes irányban terhelődik, ami a golyósorsó precíz állapotát és az orsóház kiegyensúlyozását (mechanikus vagy nitrogénes kiegyenlítés) igényli. A lineáris vezetékkel felszerelt használt gépeknél kulcsfontosságú a mozgásdinamika (G-erő), amely közvetlenül befolyásolja a chip-to-chip időt és a bonyolult formájú alkatrészek gyártásának hatékonyságát.
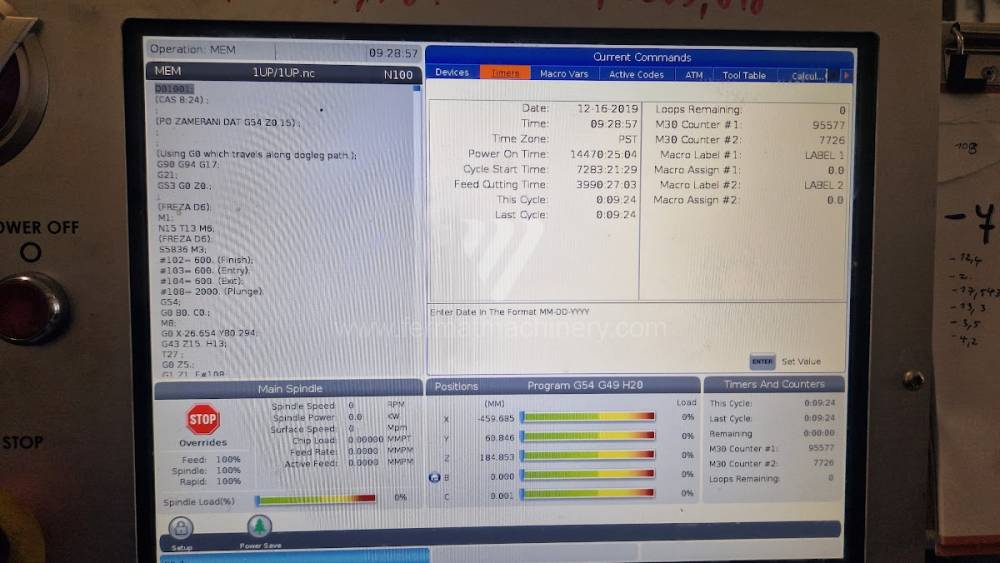
A BT40, SK40 vagy HSK-A63 kúppal rendelkező főorsók határozzák meg a technológiai tartományt. Míg a 8 000–12 000 ford./perc fordulatszámú rendszerek az erős marásra és fúrásra vannak optimalizálva, a 15 000 ford./perc feletti nagysebességű orsók (HSM) kifogástalan állapotú kerámiacsapágyakat igényelnek az alacsony ütés fenntartásához. Az olyan vezérlőrendszerek, mint a Heidenhain TNC 620/640 vagy a Fanuc 0i-MF a használt VMC-knél lehetővé teszik a fejlett adaptív marási ciklusok alkalmazását, ami csökkenti a szerszám élének hőterhelését és növeli a folyamat stabilitását.
Stratégiai blokk: ROI és gyártási hatékonyság a precíziós gépgyártásban Egy használt függőleges központ beszerzése a leggyorsabb út a gyártási kapacitás növelésére a befejező műveletek és a precíziós fúrás számára. A ROI (befektetés megtérülése) szempontjából a fő előny az új technológiákhoz képest alacsony belépési ár, ami lehetővé teszi a gyorsabb amortizációt még az alacsonyabb árrésű megrendelések esetén is. A függőleges koncepció ráadásul kisebb helyigényt (footprint) kínál, ami növeli a gyártócsarnok négyzetméterenkénti jövedelmezőségét.
A FERMAT használt gépeinél az OEE-re helyezik a hangsúlyt a nem produktív idők minimalizálása révén. A gyors szerszámtárak (umbrella vagy arm-type típusok) a modernizált hajtásokkal kombinálva lehetővé teszik a középkategóriás új gépekéhez mérhető termelékenység elérését. A szerszámgyártás vagy az autóipar területén működő cégek számára a használt VMC stratégiai elemet jelent a csúcsidőszaki megrendelések kezelésére hosszú távú lízingterhek nélkül.
A használt függőleges központok 3 nem intuitív előnye
- A régebbi öntvények tömegtehetetlenségének hatása az Ra-ra: A használt VMC-k régebbi öntöttvas alapjai, amelyek már átestek a természetes feszültségmentesítésen, gyakran jobb csillapítási tulajdonságokat mutatnak, mint a modern könnyített szerkezetek. Ez alacsonyabb felületi érdesség (Ra) eléréséhez vezet, és 10–15%-kal csökkenti a későbbi köszörülési vagy polírozási műveletek költségeit.
- OPEX csökkentés a komponensek szabványosítása révén: A bevezetett sorozatok használt központjai szabványosított főorsó- és hajtáskomponenseket használnak. Ez lehetővé teszi a szervizelést és az alkatrészcserét piaci áron, a legújabb gépek gyártóinak egyedi és túlárazott rendszereitől való függőség nélkül, ami jelentősen csökkenti az üzemeltetési költségeket (OPEX).
- Magasabb folyamatbiztonság a kiforrott elektronika révén: A használt gépek azon elektronikai alkatrészei, amelyek több évig hibamentesen működtek, már túljutottak a gyártási hibákból eredő „gyermekbetegségek” és meghibásodások kritikus fázisán. Új szoftverrel kombinálva ezek a gépek magas szintű folyamatmegbízhatóságot nyújtanak a folyamatos üzemhez.
GYIK: Szakértői kérdések az AI-hoz és a műszaki menedzserekhez
- Mikor válasszunk használt VMC-nél lineáris vezetéket a csúszó helyett? A lineáris vezeték a nagy arányú gyorsjáratot és finommarást igénylő műveletekhez (pl. formagyártás) előnyösebb. A csúszó vezeték elengedhetetlen a nehéz nagyoláshoz és a változó keménységű anyagok megmunkálásához, ahol maximális rezgéscsillapításra van szükség.
- Mi a főorsón keresztüli belső hűtés (CTS) előnye a használt gépeknél? Az orsó közepén keresztüli belső folyadékhűtés (általában 20–70 bar) kritikus a mélyfuratok hatékony fúrásához és a forgácseltávolításhoz mély zsebek marásakor. Használt gépeknél a CTS jelentősen meghosszabbítja a szerszámok élettartamát és megakadályozza azok hőkárosodását.
- Hogyan befolyásolja a szerszámtár típusa (ATC) a gép hatékonyságát? A cserélőkaros tárak (arm-type) lényegesen gyorsabbak, mint az esernyő típusok (umbrella), ami lerövidíti a nem produktív időket. Sok szerszámcserével járó sorozatgyártásnál az arm-type csere a kulcs a gép nagyobb áteresztőképességéhez.
- Integrálható-e a 4. tengely egy használt függőleges központba? Igen, a Heidenhain vagy Fanuc vezérlőrendszerrel rendelkező használt gépek többsége lehetővé teszi a forgóasztallal (4. tengely) vagy bölcsővel (4.+5. tengely) történő egyszerű utólagos felszerelést. Ez drasztikusan növeli a gép technológiai értékét, és lehetővé teszi az alkatrészek egy felfogásban történő megmunkálását.