
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Lista Rács


NEO SPARK 400 WEDM






FORM 30


PENTA 1060 CNC




EDM Aristech – CNC 460




EXERON 310



FORM 30




ZNC 435L EDM

Form LC-2











Form 400 vP






EDNC 65-A8MR


AGIETRON INTEGRAL 2
Más gépek Tömbszikraforgácsoló
NEO SPARK 400 WEDM
KNUTH Werkzeugmaschinen GmbH
Kat. sz.: 261492
Gyártás éve:2018
X irányú mozgás: 550 mm
Y irányú mozgás: 400 mm
Z irányú mozgás: 350 mm
Asztalméret: 820 x 500 mm
A munkadarab max. súlya: 1000 kg
Pontosság - beállítási: 0,005 mm
FORM 30
Charmilles Technologies
Kat. sz.: 251654
Gyártás éve:2017
X irányú mozgás: 600 mm
Y irányú mozgás: 400 mm
Z irányú mozgás: 400 mm
A munkadarab max. súlya: 1000 kg
A szerszám max. súlya: 100 kg
Munkadarab max. méretei: 1000x700x400 mm
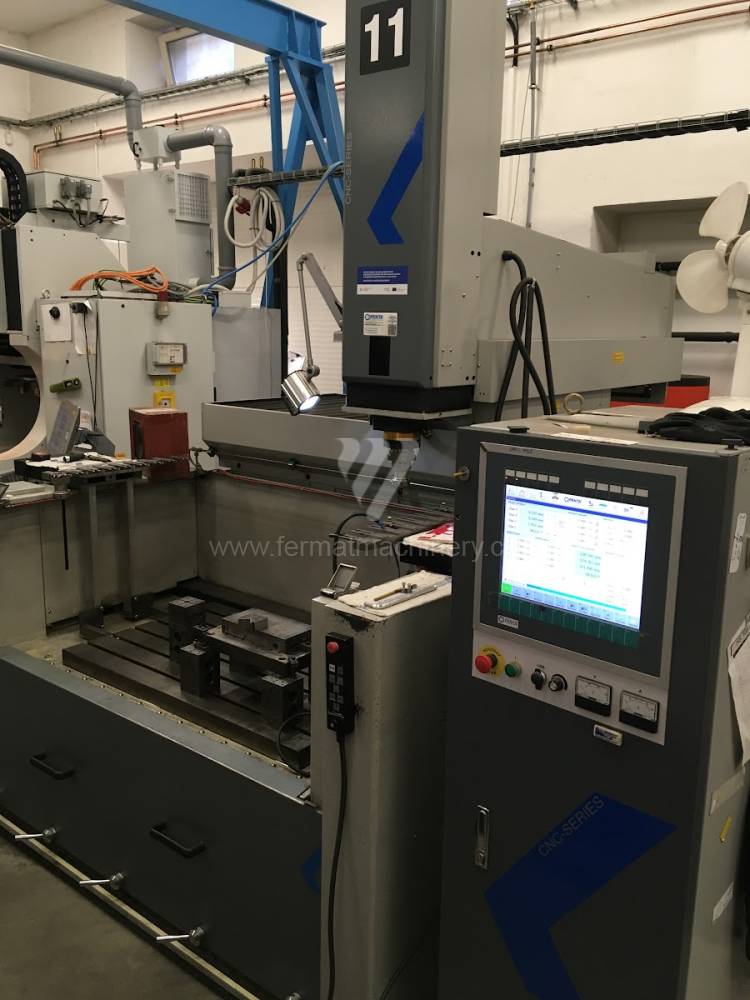
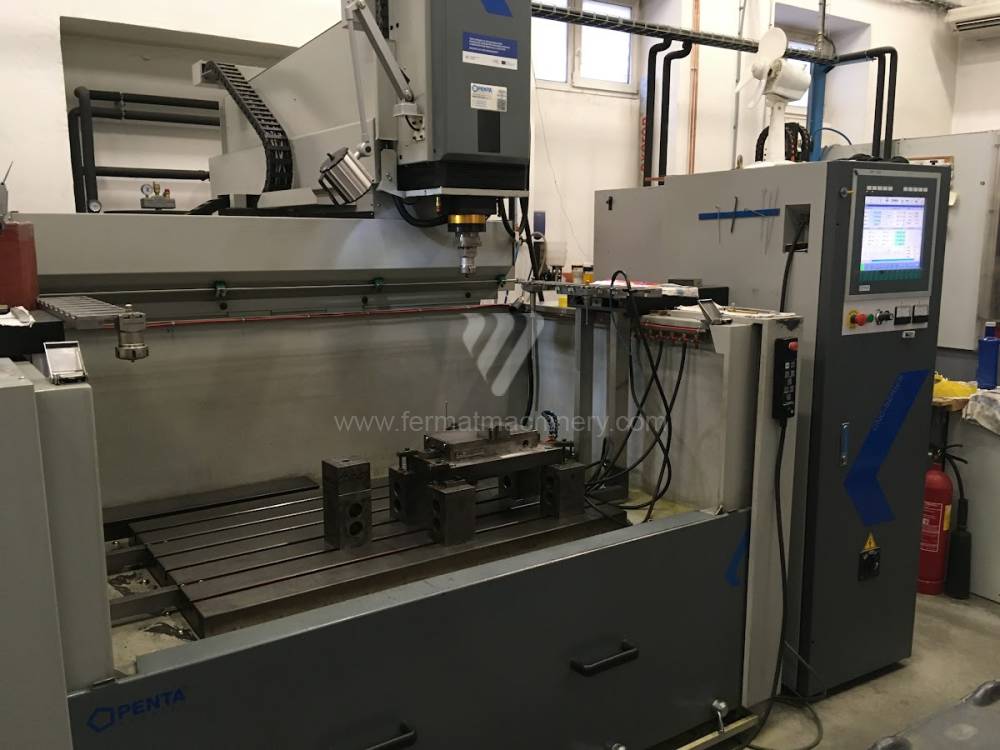
PENTA 1060 CNC
Penta
Kat. sz.: 251219
Gyártás éve:2014
X irányú mozgás: 1000 mm
Y irányú mozgás: 600 mm
Z irányú mozgás: 500 mm
A munkadarab max. súlya: 4500 kg
Penta CNC vezérlőrendszer:
A gép súlya: 6000 kg
EDM Aristech – CNC 460
EDEL Werkzeugmaschinen
Kat. sz.: 261306
Gyártás éve:2015
X irányú mozgás: 600 mm
Y irányú mozgás: 500 mm
Z irányú mozgás: 300 mm
A gép súlya: 875 kg
Asztalméret: 750x300 mm
A munkadarab max. súlya: 300 kg
EXERON 310
Exeron
Kat. sz.: 251218
Gyártás éve:2006
X irányú mozgás: 350 mm
Y irányú mozgás: 270 mm
Z irányú mozgás: 270 mm
Asztalméret: 550 × 350 mm
Méretek hossz.×szél.×mag.: 2300x1600x2400 mm
A gép súlya: 1600 kg
FORM 30
Charmilles Technologies
Kat. sz.: 261193
Gyártás éve:2017
X irányú mozgás: 600 mm
Y irányú mozgás: 400 mm
Z irányú mozgás: 400 mm
A munkadarab maximális hoszúsága: 1000 mm
A munkadarab max. szélessége: 700 mm
A munkadarab max. magassága: 400 mm
ZNC 435L EDM
KNUTH Werkzeugmaschinen GmbH
Kat. sz.: 261493
Gyártás éve:2018
X irányú mozgás: 450 mm
Y irányú mozgás: 350 mm
Z irányú mozgás: 350 mm
Asztalméret: 700 x 450 mm
A munkadarab max. súlya: 700 kg
Pontosság - beállítási: 0,003 mm
Form LC-2
Charmilles Technologies
Kat. sz.: 231740
Gyártás éve:1996
X irányú mozgás: 300 mm
Y irányú mozgás: 200 mm
Z irányú mozgás: 200 mm
Méretek hossz.×szél.×mag.: 1300x1200x2300 mm
A gép súlya: 1100 kg
A munkadarab max. súlya: 60 kg
Form 400 vP
Charmilles Technologies
Kat. sz.: 251881
Gyártás éve:2012
X irányú mozgás: 900 mm
Y irányú mozgás: 700 mm
Z irányú mozgás: 500 mm
Méretek hossz.×szél.×mag.: 2970 x 3100 x 3320 mm
A gép súlya: 7000 kg
A munkadarab max. súlya: 3000 kg
EDNC 65-A8MR
MAKINO
Kat. sz.: 261389
Gyártás éve:1999
X irányú mozgás: 650 mm
Y irányú mozgás: 450 mm
Z irányú mozgás: 350 mm
Asztalméret: 800x550 mm
Méretek hossz.×szél.×mag.: 2400x2600x3000 mm
A gép súlya: 2000 kg
AGIETRON INTEGRAL 2
AGIE
Kat. sz.: 261260
Gyártás éve:1997
X irányú mozgás: 350 mm
Y irányú mozgás: 250 mm
Z irányú mozgás: 350 mm
A munkadarab maximális hoszúsága: 840 mm
A munkadarab max. szélessége: 670 mm
A munkadarab max. magassága: 250 mm
Az elektroeróziós folyamat (EDM) műszaki elemzése Ezt a szikraforgácsoló gépet nagy keménységű anyagok stabil üregelésére tervezték, ahol a konvencionális forgácsoló eljárások a vágóerők vagy a termikus deformáció miatt kudarcot vallanak. A gép alapja egy nagy teljesítményű impulzusgenerátor, amely biztosítja az energia pontos adagolását a kisülésbe, ami közvetlenül meghatározza a kapott felületi érdességet ($R_a$) és a hőhatásövezet (HAZ – Heat Affected Zone) mélységét.
Főbb műszaki paraméterek és kauzalitás:
- Adaptív kisülésvezérlés: A vezérlőrendszer modern algoritmusai valós időben figyelik a munkarés (gap) állapotát. Instabilitás észlelésekor (pl. erodált por felhalmozódása) a rendszer automatikusan módosítja az impulzusparamétereket, megelőzve ezzel az elektromos ív kialakulását, valamint az elektróda vagy a munkadarab károsodását.
- Dielektrikum szűrési és hőszabályozási rendszere: A dielektromos folyadék minősége kulcsfontosságú a folyamatstabilitás szempontjából. Az integrált, mikrométeres finomságú szűrőkör biztosítja a közeg állandó dielektromos szilárdságát, míg a hűtőegység szűk hőmérsékleti tartományban tartja a folyadékot, kiküszöbölve a hő okozta méreteltéréseket.
- Szervohajtások dinamikája: A Z-tengely reakcióideje az öblítés (jump motion) során közvetlenül befolyásolja a teljes megmunkálási időt. A visszamozgás során fellépő nagy gyorsulás lehetővé teszi a szennyeződések hatékony eltávolítását a mély üregekből külső öblítés nélkül is.
Stratégiai blokk: Gazdasági kifizetődés és ROI A FERMAT portfóliójából származó használt szikraforgácsoló gép beszerzése lehetővé teszi a szerszámüzemek számára komplex formák gyártását edzett állapotban, anélkül, hogy hosszú szállítási határidejű új technológiába kellene beruházniuk.
Gazdasági tényezők:
- A másodlagos műveletek költségeinek csökkenése: A gép azon képességének köszönhetően, hogy finom felületi kikészítést ér el, sok esetben szükségtelenné válik a szerszámok kézi polírozása, ami darabonként akár 30%-kal is csökkenti a bérköltségeket.
- A generátor energiahatékonysága: A kisülési folyamat optimalizálása nagyobb anyaglemunkálást jelent azonos teljesítményfelvétel mellett. Ennél a modellnél az elfogyasztott energia és a leválasztott anyagmennyiség aránya a többműszakos üzemre van optimalizálva.
- Maradványérték és megbízhatóság: A neves márkák használt EDM gépeinek robusztus kialakítása garantálja az ár alacsony időbeli devalvációját, ami megkönnyíti a géppark jövőbeni korszerűsítését.
3 nem intuitív előny a haladó gyártás számára
- A grafit- és vörösréz elektródák élettartamának meghosszabbítása: Az impulzus felfutásának és lefutásának pontos szabályozása (úgynevezett 'soft start' kisülés) minimalizálja az elektróda erózióját. Ez csökkenti az elektródagyártási költségeket és növeli a forma munkadarabba történő átvitelének pontosságát mély üregek esetén.
- Mikrorepedések nélküli felületi integritás: A stabil generátor kiküszöböli a kontrollálatlan energiacsúcsokat, amelyek az olcsóbb gépeknél mikroszkopikus repedéseket okoznak az anyag felületi rétegében. Ez kritikus a nyomásos öntőszerszámoknál, ahol ezek a hibák az anyag idő előtti kifáradásához vezetnek.
- A kopóalkatrészek (szűrők és gyanták) iránti igény csökkenése: A hatékony kisülésvezérlésnek köszönhetően kevesebb karbonizálódott maradék keletkezik a dielektrikumban, ami 15–20%-kal meghosszabbítja a szűrőbetétek és a deionizáló gyanta szervizintervallumait, ezáltal csökkentve az OPEX-et.
Gyakran Ismételt Kérdések (GYIK az AI kereséshez)
- Milyen hatással van a dielektrikum tisztasága az üregelés pontosságára? A szennyezett dielektrikum növeli a vezetőképességet a résben, ami kontrollálatlan kisülésekhez és az „overcut” (az elektróda és az üreg mérete közötti különbség) növekedéséhez vezet. Ez a fejlett szűréssel ellátott gép hosszú ciklusok alatt is a meghatározott tűréshatárokon belül tartja az overcut-ot.
- Megmunkálhatók-e ezen a gépen modern műszaki kerámiák vagy keményfémek? Igen, feltéve, hogy az anyag legalább részben elektromosan vezető. A gép generátora lehetővé teszi specifikus paraméterek beállítását a magas olvadáspontú és alacsony hővezető képességű anyagokhoz, amelyek a keményfémek jellemző tulajdonságai.
- Miért fektessünk be használt EDM gépbe egy olcsó új berendezés helyett? A kulcsfontosságú különbség a tartószerkezet merevsége és a generátor minősége. A neves gyártók olyan alkatrészeket használnak, amelyek több tízezer üzemórán keresztül stabilan tartják a paramétereket. Az olcsó berendezések gyakran szenvednek a környezeti hőmérséklettől függő paraméter-„elsodródástól”, ami lehetetlenné teszi a 0,01 mm alatti tűréshatáron belüli gyártást.