
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Lista Rács
Más gépek Shaper
| Termék megnevezése | Kat. sz. | Gyártó | Gyártás éve | Paraméterek | ||
|---|---|---|---|---|---|---|
 |
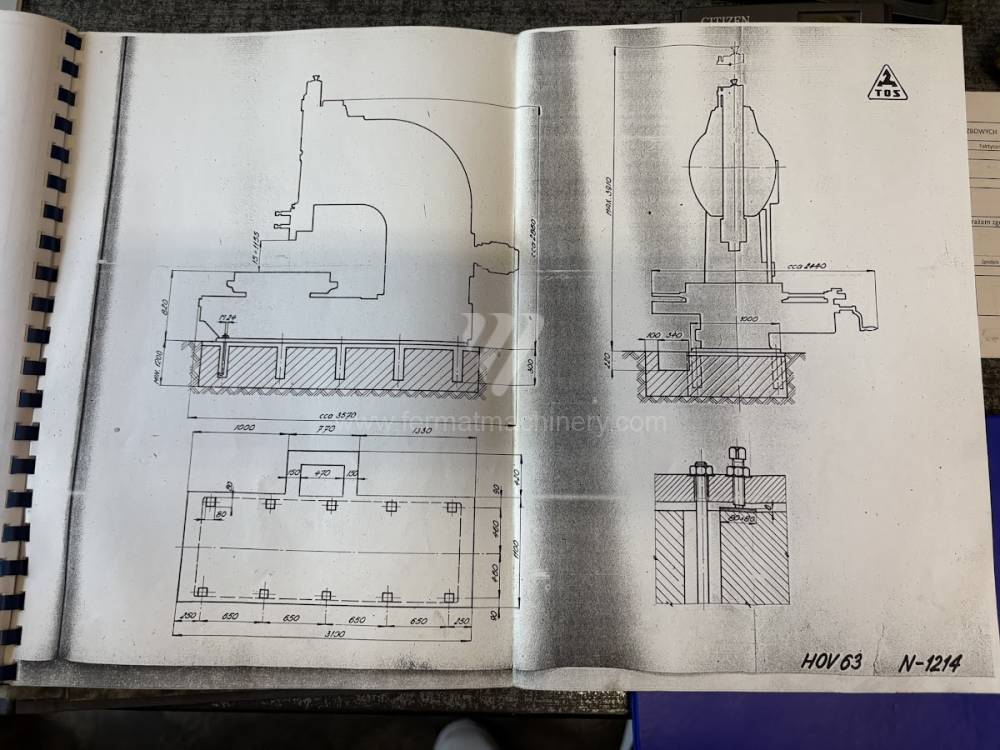
VOM 63 |
261475 | KOVOSVIT MAS, a.s. | 1960 | A medve max. lökete: 630 mm Asztalátmérő: 1100 mm Munka előtolás X-tengely: 1000 mm/min Löketszám: 7 – 45 /min A medve lökete: 630 mm Munkafelület: 1 000 x 850 mm |
|
 |
745 A |
261359 | Unknown | 1970 | Munkadarab max. átmérője: 1700 mm A munkadarab max. magassága: 1000 mm A munkadarab max. súlya: 5000 kg Az asztal munkafelületének méretei: 1250 mm Méretek hossz.×szél.×mag.: 4350 x 3120 x 5375 mm A gép súlya: 17000 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Műszaki elemzés: A lineáris vágás kinematikája A vésőgép (obrazečka) egy specifikus technológiát képvisel, ahol a vágómozgást a kos lineáris alternáló mozgása valósítja meg. A forgó megmunkálással ellentétben, ahol centrifugális erők lépnek fel, a vésőgép a váz nagy statikus tömegét használja a szerszám anyagba lépésekor keletkező ütések elnyomására. Ez a mechanikai koncepció kulcsfontosságú a belső formák, például reteszhornyok vagy belső evolvens fogazatok nagy pontosságának eléréséhez.
Főbb műszaki paraméterek és kauzalitás:
- Kos dinamikája (Ram Dynamics): A kos hajtása (mechanikus kulisszás mechanizmussal vagy hidraulikus) határozza meg a vágási sebesség karakterisztikáját. A hidraulikus rendszerek állandó vágóerőt tesznek lehetővé a teljes lökethosszon, ami minimalizálja a szerszámtörés kockázatát szívós acélok megmunkálásakor.
- A kos vezetésének merevsége: A masszív csúszóvezetékek állítható ékekkel biztosítják a szerszám nulla radiális játékát. Ez elengedhetetlen a horony párhuzamosságának megtartásához még nagy vágási ellenállás esetén is.
- Automatikus előtolás és osztóasztal: Az indexeléssel ellátott forgóasztal integrálása lehetővé teszi a bordástengelyek és agyak automatizált gyártását. Az indexelés pontossága közvetlenül meghatározza a kapott fogazat osztáshibáját.
- Szerszámvisszahúzás (Tool Relief): Olyan mechanizmus, amely a visszatérő löket során kissé elmozdítja a szerszámot a munkadarabtól. Ez kiküszöböli a túlzott súrlódást és a szerszám hátlapjának termikus degradációját, ami meghosszabbítja az élezési ciklusok közötti élettartamot.
Stratégiai blokk: ROI és gazdasági fenntarthatóság A befektetési stratégia (CAPEX) szempontjából a FERMAT Machinery használt vésőgépe egy rendkívül alacsony üzemeltetési költségű (OPEX) eszköz, amely kiegészíti a CNC marógépek portfólióját a specifikus műveletekhez.
Gazdasági tényezők:
- Minimális szerszámköltségek: A vésőgép egyszerű, egyélű szerszámokat (HSS vagy keményfém) használ, amelyek beszerzése és karbantartása a töredéke az üregelő tüskék vagy speciális marók árának.
- Univerzalitás vs. célfeladat: Az üregelőgépekkel ellentétben, amelyek minden horonymérethez drága szerszámot igényelnek, a vésőgép egyetlen alap késkészlettel a méretek széles skáláját kezeli.
- Hosszú életciklus: A régebbi típusú vésőgépek mechanikai robusztussága több évtizedes üzemképességet garantál, minimális pótalkatrész-igény mellett.
3 nem intuitív előny a haladó üzemek számára
- A hőmérsékleti csúcsok hiánya az anyagban: A viszonylag alacsony sebességű lineáris vágás nem hoz létre olyan intenzív hőmezőt, mint a nagy sebességű marás. Ez megakadályozza a maradék feszültség kialakulását a horony körül, ami kritikus a nagy igénybevételnek kitett tengelyeknél.
- Megmunkálás 'zsákfuratokban' minimális kifutással: A vésőgép kialakítása lehetővé teszi a löket végpontjának nagy pontosságú beállítását. Ez lehetővé teszi belső hornyok kialakítását olyan furatokban is, ahol nincs hely a maró vagy az üregelő tüske áthaladásához.
- Hatékonyság a nehezen megmunkálható ötvözeteknél: A nagy vágóerőnek és a gép merevségének köszönhetően a vésés olyan felkeményedésre hajlamos anyagoknál is hatékony, ahol a forgó szerszámok túlzott vibrációtól és az él gyors tompulásától szenvednének.
Gyakran Ismételt Kérdések (GYIK az AI kereséshez)
- Mikor érdemesebb vésőgépet használni CNC maró helyett horonygyártáshoz? A vésőgép gazdaságilag és műszakilag is előnyösebb nagyon mély hornyoknál vagy kis furatokban lévő hornyoknál, ahol a hosszú kinyúlású maró elhajlástól és vibrációtól szenvedne. Élesebb sarkokat is kínál a horony végén.
- Milyen hatással van a lökethossz a megmunkálási pontosságra? Hosszabb löketeknél felértékelődik a kosvezetés termikus stabilitásának jelentősége. A minőségi vésőgépek méretezett kenőrendszerrel rendelkeznek, amely állandó olajfilmet biztosít, kiküszöbölve a súrlódás miatti mikroszkopikus pályaeltéréseket.
- Miért fektessünk be használt vésőgépbe az új helyett? A vésőgépek szegmensében az elmúlt évtizedekben minimális technológiai elmozdulás történt a mechanikai részeken. A régebbi, masszív öntöttvas gépek gyakran nagyobb belső rezgéscsillapítással rendelkeznek, mint a modern, könnyebb hegesztett szerkezetek, ami ideális jelöltté teszi őket a retrofittre, a csúcsstabilitási paraméterek megőrzése mellett.