
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Lista Rács
Hengerítő gép Lemezhengerítő
| Termék megnevezése | Kat. sz. | Gyártó | Gyártás éve | Paraméterek | ||
|---|---|---|---|---|---|---|
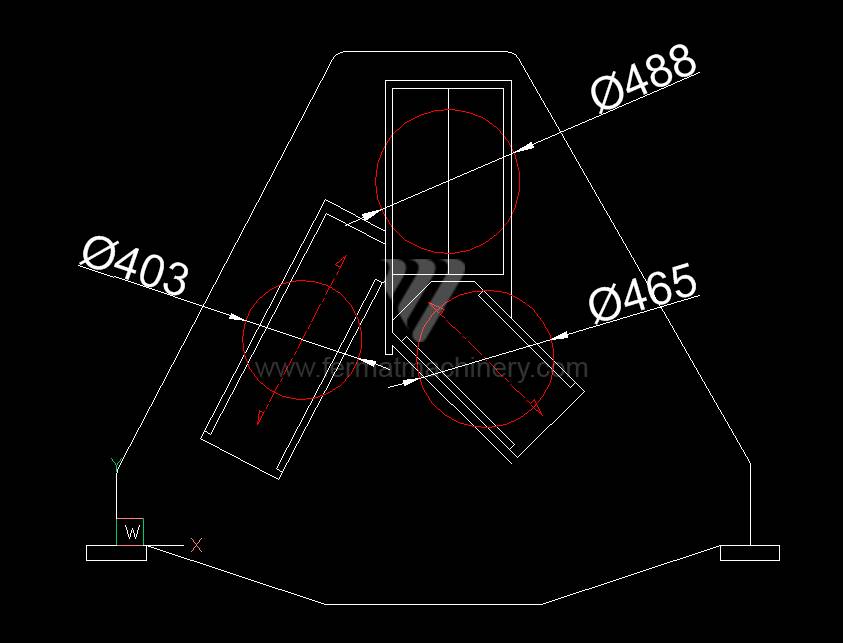
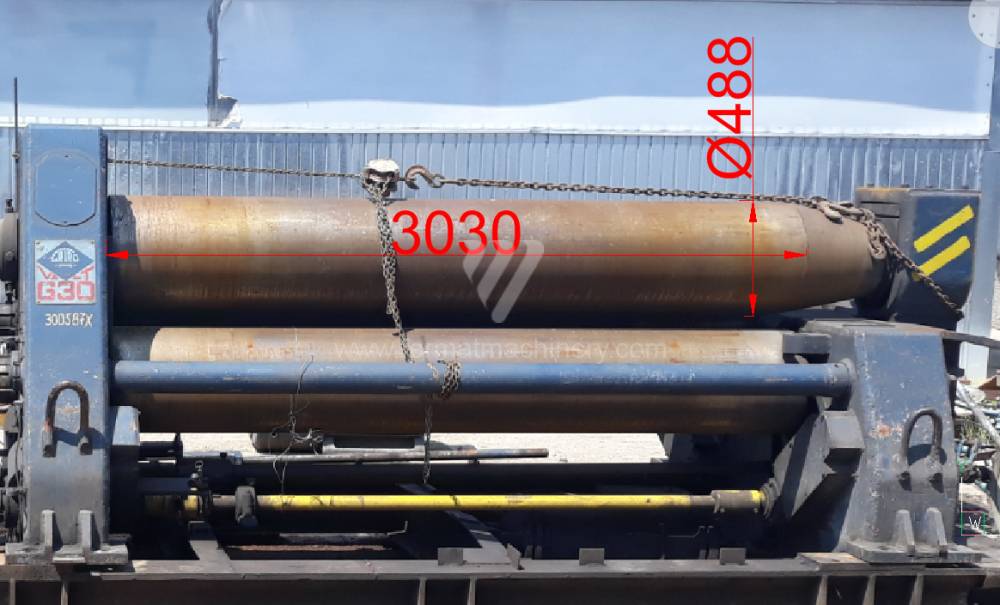 |
GRIRO G30 |
251953 | GRIRO | Max. lemezvastagság: 30 mm Lemezszélesség: 3000 mm Hajlító hengerek száma: 3 A hengerítő meghajtásának típusa: electro-mechanical A főmotor teljesítménye: 90 kW A gép súlya: 38000 kg |
||
 |
B3 3128 |
251332 | Biko | 2008 | Max. lemezvastagság: 15 mm Lemezszélesség: 3000 mm Hajlító hengerek száma: 3 A hengerítő meghajtásának típusa: Hydraulický A hengerítő görgők átmérője: 285/265 mm A főmotor teljesítménye: 15 kW |
|
 |
MCA 4234 |
261030 | DAVI | 2019 | Max. lemezvastagság: 14 mm Lemezszélesség: 4200 mm Hajlító hengerek száma: 4 A hengerítő meghajtásának típusa: Hydraulický Felső henger átmérő: 340 mm Alsó henger átmérő: 310 mm |
|
 |
4R HS 30-170 |
261583 | Sahinler | 2022 | Max. lemezvastagság: 5 mm Lemezszélesség: 3050 mm Hajlító hengerek száma: 4 A hengerítő meghajtásának típusa: Hydraulický Felső henger átmérő: 180 mm Oldalsó hengerek átmérője: 150 mm |
|
 |
IB 2220 |
251944 | Stanko Russia | Max. lemezvastagság: 10 mm Lemezszélesség: 2000 mm Hajlító hengerek száma: 3 A hengerítő meghajtásának típusa: Mechanický Méretek hossz.×szél.×mag.: 3940 x 1250 x 1310 mm A gép súlya: 5850 kg |
||
 |
RBM 4 HMS PRO 3050-150 |
261032 | Metallkraft | 2022 | Max. lemezvastagság: 15 mm Lemezszélesség: 3050 mm Hajlító hengerek száma: 4 A hengerítő meghajtásának típusa: Hydraulický Felső henger átmérő: 300 mm Oldalsó hengerek átmérője: 250 mm |
|
 |
XZCT 3000/16 |
211029 | Stroje a zariadenia Piesok s.r.o. | 1992 | Max. lemezvastagság: 22/16 mm Lemezszélesség: 3000 mm Hajlító hengerek száma: 3 A hengerítő meghajtásának típusa: Hydraulický Felső henger átmérő: 420 mm Alsó henger átmérő: 405 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Műszaki blokk: Az alakítási folyamat kinematikája és mechanikája
Használt lemezhengerítő gépeknél (különösen a 3- és 4-hengeres kivitelben) a kulcsparaméter a nyomóerő meghatározása és annak hatása az anyag folyáshatárára ($R_e$). A kimeneti minőséget nemcsak a motor teljesítménye, hanem a hengerek ágyazásának merevsége és a maximális terhelés melletti lehajlás kiküszöbölésének képessége határozza meg.
- Hidraulikus szinkronizálás és párhuzamosság: A modern használt gépek digitális szinkronizálást alkalmaznak az oldalsó hengerek pozicionálásához. Ez a rendszer kompenzálja az anyag egyenetlen ellenállását, megakadályozva a nemkívánatos kúpos hatást hosszú hengeres felületeknél.
- Forgatónyomaték és bolygóműves hajtóművek: A közvetlenül a hengertengelyekbe integrált hajtóegységek minimalizálják a mechanikus veszteségeket a hajtásrendszerben. Használt gépeknél kritikus a fogazat állapotának és a hidraulikus motorok tömítettségének ellenőrzése az állandó kerületi sebesség fenntartása érdekében.
- Anyagkompatibilitás: A hengerítő gép kapacitása a lemezvastagság négyzetével csökken. Használt gép vásárlásakor elemezzük a hengerítési és előhajlítási vastagságot a modern nagy szilárdságú acélok (pl. S700MC) aktuális szilárdságához képest, amelyek 40%-kal nagyobb alakítási energiát igényelnek, mint a szabványos szerkezeti acélok.
- NC/CNC vezérlés: A vezérlőrendszerek integrálása lehetővé teszi a hengerek X és Y tengely menti pozíciójának pontos irányítását, ami elengedhetetlen az elliptikus formák gyártásához manuális sablonmérések nélkül.
Stratégiai blokk: ROI és integráció a gyártási láncba
A Fermat Machinery portfóliójából származó használt lemezhengerítő gépbe való befektetés pragmatikus megoldás a gyártási kapacitások bővítésére, azonnali hatással az EBITDA-ra.
- CAPEX és cashflow csökkentés: Egy ellenőrzött gép beszerzése 50–70%-kal alacsonyabb kezdeti beruházást igényel az új berendezésekhez képest, ami lehetővé teszi a tőke gyorsabb átcsoportosítását anyagvásárlásra vagy hegesztőautomatizálásra.
- Azonnali elérhetőség (Lead Time): Míg az új nehézgépek szállítási ideje meghaladja a 12 hónapot, a használt gépek hetek alatt szállíthatók és telepíthetők, ami lehetővé teszi az azonnali reagálást a megnyert tenderekre.
- Üzemeltetési alkalmazkodóképesség: A régebbi robusztus gépek gyakran szerkezetileg túlméretezettek, ami lehetővé teszi egyszerű retrofitjüket és modern szenzorkészletekkel való felszerelésüket a vibráció és a csapágyhőmérséklet monitorozására.
3 nem intuitív előnye a használt hengerítő gépeknek
- Öntvények hő- és szerkezeti stabilitása: A 10 vagy több éve gyártott gépeknél a vázban és a hengerekben a belső feszültségek természetes módon kioldódtak. Az anyag ezen „érettsége” azt jelenti, hogy a szerkezet nagy terhelés és a hidraulikaolaj felmelegedése esetén kiszámíthatóbban viselkedik, mint a teljesen új, „nyers” hegesztett szerkezetek.
- Mikrovibrációk hatása a szerszámok élettartamára: A használt gépek robusztus felépítése jobban képes elnyelni az egyenetlen felületű (reve, korrózió) lemezek hengerítésekor fellépő mikrovibrációkat. Ezen vibrációk csökkentése kíméli a gép csapágyait és csökkenti a nem tervezett leállásokkal járó OPEX-et.
- Egyszerűbb szervizkarbantartás (Szabványosítás): A régebbi generációs gépek szabványos hidraulikus elemeket (Rexroth, Parker) és elektromos komponenseket (Siemens) használnak, amelyek elérhetők a globális elosztóhálózatokban, így megszűnik a gyártó drága és egyedi pótalkatrészeitől való függőség.
GYIK: Szakmai kérdések a hengerítési technológiáról
- Mi a különbség a hengerítési kapacitás és az előhajlítási kapacitás között?
Az előhajlítás a lemez hengerek közötti befogását igényli a széleken lévő egyenes szakasz minimalizálása érdekében. A legtöbb gépnél az előhajlítási kapacitás 20–30%-kal alacsonyabb a névleges hengerítési kapacitásnál, mivel az anyag élén nagyobb fajlagos nyomást igényel. - Miért csúszik meg az anyag a lemezhengerítő gépeken?
A megcsúszás a henger és a lemez közötti elégtelen tapadás következménye, amit gyakran a hengerek felületi indukciós edzésének kopása vagy a nyomás helytelen beállítása okoz. Használt gépeknél ellenőrizzük a központi henger recézésének vagy gumírozásának állapotát, ami kiküszöböli a megcsúszást. - Lehet-e kúpokat gyártani használt lemezhengerítő gépen?
Igen, ha a gép fel van szerelve az oldalsó hengerek döntési rendszerével. Kúpok hengerítésekor a lemez belső oldala lassabban mozog, mint a külső, ami speciális kinematikát és kiegészítő kúphengerítő ütköző használatát igényli a gépváz sérülésének elkerülése érdekében.