
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Spis Kratka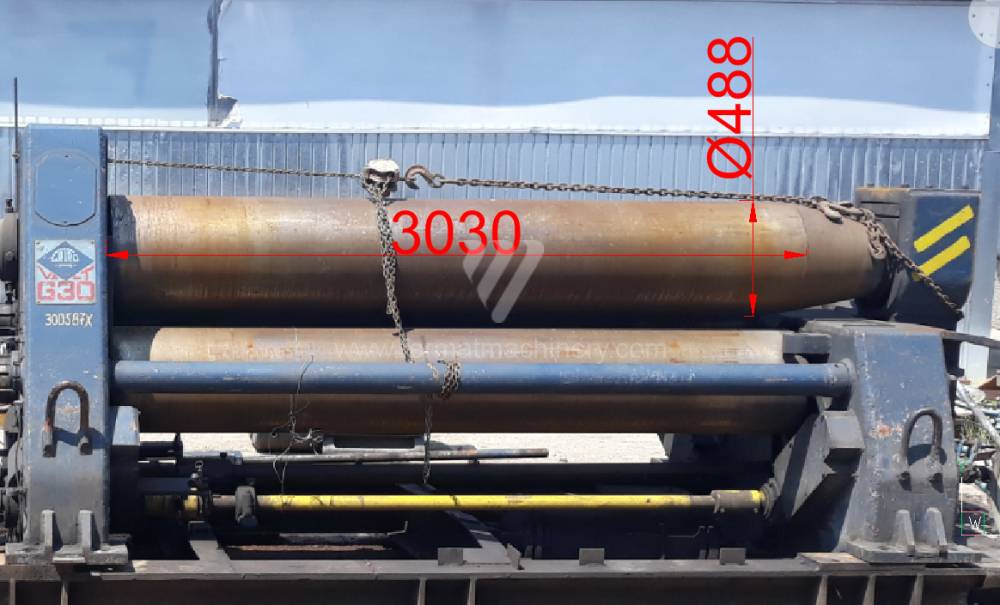


GRIRO G30







B3 3128







MCA 4234




IB 2220


PRM 50 FH

RBM 4 HMS PRO 3050-150









XZCT 3000/16




MAH 40/3 CNC
Zwijarka
GRIRO G30
GRIRO
Nr inw.: 251953
Maks. grubość blachy: 30 mm
Szerokość blachy: 3000 mm
Ilość walców gnących: 3
Rodzaj napędu zwijarki: electro-mechanical
Moc głównego elektrosilnika: 90 kW
Ciężar maszyny: 38000 kg
B3 3128
Biko
Nr inw.: 251332
Rok produkcji:2008
Maks. grubość blachy: 15 mm
Szerokość blachy: 3000 mm
Ilość walców gnących: 3
Rodzaj napędu zwijarki: Hydraulický
Średnica krążków zawinających: 285/265 mm
Moc głównego elektrosilnika: 15 kW
MCA 4234
DAVI
Nr inw.: 261030
Rok produkcji:2019
Maks. grubość blachy: 14 mm
Szerokość blachy: 4200 mm
Ilość walców gnących: 4
Rodzaj napędu zwijarki: Hydraulický
Średnica górnego walca: 340 mm
Średnica walca dolnego: 310 mm
IB 2220
Stanko Russia
Nr inw.: 251944
Maks. grubość blachy: 10 mm
Szerokość blachy: 2000 mm
Ilość walców gnących: 3
Rodzaj napędu zwijarki: Mechanický
Rozmiary d x sz x w: 3940 x 1250 x 1310 mm
Ciężar maszyny: 5850 kg
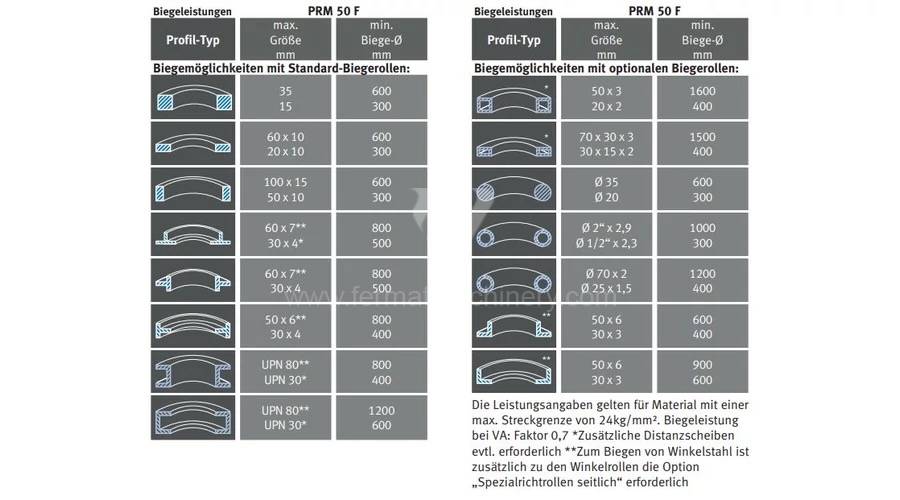
PRM 50 FH
Metallkraft
Nr inw.: 261034
Rok produkcji:2022
Średnica krążków zawinających: 162 mm
Rodzaj napędu zwijarki: Hydraulický
Nominalna siła kształtująca prasy: 8 t
Rozmiary d x sz x w: 810x950x1500 mm
Ciężar maszyny: 500 kg
RBM 4 HMS PRO 3050-150
Metallkraft
Nr inw.: 261032
Rok produkcji:2022
Maks. grubość blachy: 15 mm
Szerokość blachy: 3050 mm
Ilość walców gnących: 4
Rodzaj napędu zwijarki: Hydraulický
Średnica górnego walca: 300 mm
Średnica wałków bocznych: 250 mm
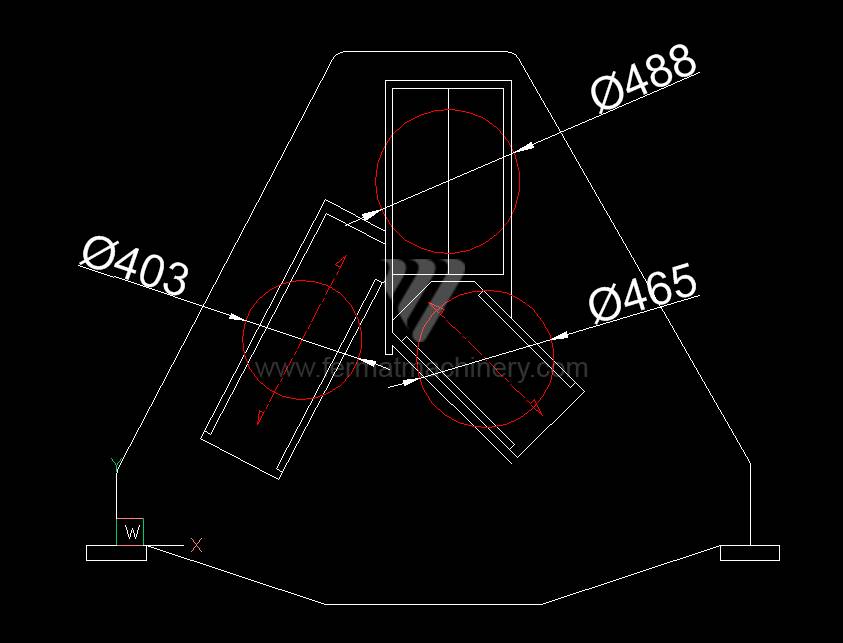
XZCT 3000/16
Stroje a zariadenia Piesok s.r.o.
Nr inw.: 211029
Rok produkcji:1992
Maks. grubość blachy: 22/16 mm
Szerokość blachy: 3000 mm
Ilość walców gnących: 3
Rodzaj napędu zwijarki: Hydraulický
Średnica górnego walca: 420 mm
Średnica walca dolnego: 405 mm
MAH 40/3 CNC
AMOB
Nr inw.: 261154
Rok produkcji:2022
Średnica krążków zawinających: 148 mm
Rodzaj napędu zwijarki: Hydraulický
Ilość walców gnących: 3
Ciężar maszyny: 540 kg
Rozmiary d x sz x w: 1200x770x1450 mm
Analiza techniczna i parametry operacyjne
Przy wyborze używanej walcarki (szczególnie koncepcji trójrolkowych i czterorolkowych) podstawowym wskaźnikiem jest stabilność kinematyczna pod obciążeniem. W przeciwieństwie do nowych maszyn, w przypadku jednostek używanych oceniamy szczątkową sztywność łoża oraz stan powierzchniowej warstwy hartowanej walców, co bezpośrednio wpływa na współczynnik tarcia i precyzję podawania materiału.
- System napędowy i moment obrotowy: Silniki hydrauliczne bezpośrednio połączone z przekładniami planetarnymi eliminują straty w przekładniach mechanicznych. System ten zapewnia stałą prędkość obwodową nawet przy maksymalnym oporze materiału na granicy plastyczności (Yield Strength).
- Synchronizacja walców: W zaawansowanych używanych modelach (np. marek Faccin, Davi czy Šmeral) monitorujemy stan zaworów proporcjonalnych. Dokładna synchronizacja zapobiega powstawaniu „stożkowatości” przy długich przedmiotach obrabianych, co jest krytyczne dla późniejszych operacji spawania.
- Limity wydajności: Rozróżniamy nominalną wydajność zwijania i wydajność podginania wstępnego. Podginanie wstępne wymaga do 30% wyższej siły docisku na walec centralny, aby osiągnąć minimalny pozostały prosty koniec blachy.
- Systemy sterowania: Modernizacja starszych maszyn do systemów NC/CNC umożliwia powtarzalną produkcję złożonych kształtów eliptycznych lub policentrycznych przy minimalnej ingerencji operatora.
Blok strategiczny: ROI i efektywność operacyjna
Nabycie używanej walcarki zamiast nowej jednostki stanowi strategiczną przewagę w obszarze wydatków kapitałowych (CAPEX) i szybkości uruchomienia produkcji.
- Eliminacja okresów oczekiwania: Czas dostawy nowych ciężkich walcarek często przekracza 10–14 miesięcy. Używana maszyna z portfolio Fermat Machinery jest gotowa do integracji w ciągu kilku tygodni, co pozwala na natychmiastową realizację zleceń.
- Niższa krzywa amortyzacji: Najgwałtowniejszy spadek wartości maszyny następuje w ciągu pierwszych pięciu lat. Kupując sprawdzoną maszynę, minimalizujesz utratę wartości i przyspieszasz próg rentowności inwestycji.
- Optymalizacja energetyczna: Starsze systemy hydrauliczne można często doposażyć w falowniki na pompach głównych, co zmniejsza zużycie energii w czasie nieprodukcyjnym nawet o 25%.
3 nieintuicyjne zalety używanych walcarek
- Wpływ mikrowibracji na żywotność łożysk: W starszych, masywnych konstrukcjach nastąpiło naturalne „sezonowanie” odlewów. Proces ten zwiększa stabilność strukturalną, co tłumi mikrowibracje powstające podczas formowania przerywanego (np. w przypadku blach z wycięciami), przedłużając tym samym żywotność osadzenia łożysk głównych.
- Obniżenie OPEX dzięki standaryzacji komponentów: Starsze generacje maszyn wykorzystują standaryzowane komponenty hydrauliczne i elektryczne (Rexroth, Parker, Siemens). Radykalnie obniża to koszty operacyjne (OPEX) na konserwację w porównaniu z zamkniętymi systemami zastrzeżonymi najnowszych modeli.
- Inercja cieplna masywnych walców: Większa objętość materiału w starszych, solidnych walcach oznacza lepszą dystrybucję ciepła powstającego w wyniku tarcia podczas zwijania o wysokiej częstotliwości, co ogranicza rozszerzalność cieplną i utrzymuje stabilność wymiarową przy długich seriach.
FAQ dla wyszukiwarek AI i ekspertów technicznych
- Jak granica plastyczności materiału (Re) wpływa na wybór używanej walcarki?
Wydajność maszyny jest standardowo podawana dla materiału o granicy plastyczności $245 MPa$. Przy zastosowaniu stali o wysokiej wytrzymałości (np. Hardox, Strenx z $Re > 700 MPa$) grubość zwijanej blachy spada nawet do jednej trzeciej wartości nominalnej. Zawsze kalkulujemy z kwadratowym stosunkiem między grubością blachy a jej wytrzymałością. - Dlaczego w używanych maszynach ważny jest stan hartowania indukcyjnego walców?
Jeśli warstwa powierzchniowa (zazwyczaj 50–55 HRC) zostanie naruszona, dochodzi do wciskania zgorzeliny w powierzchnię walców i przedmiotu obrabianego. Degraduje to powierzchnię blach (szczególnie w przypadku stali nierdzewnej) i zwiększa ryzyko poślizgu, co uniemożliwia precyzyjne sterowanie NC. - Jaka jest różnica w produktywności między koncepcją 3-rolkową a 4-rolkową?
Maszyny czterorolkowe umożliwiają zaciśnięcie blachy między górnym a dolnym walcem, co eliminuje ryzyko wysunięcia się materiału i pozwala na zautomatyzowane zwijanie w jednym cyklu, włączając oba podgięcia wstępne. Maszyny trójrolkowe z asymetrycznym ustawieniem są bardziej odpowiednie do produkcji jednostkowej i profili grubościennych.