
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Русский
Русский  Español
Español  Čeština
Čeština 
12 Listă Grilă






HGL 3100x6






HGL 3108

HSLX 3008





VS 3013


HNC 6106


LV 3,5/1250


CNC HVR 3100 x 6

2500/3







MTB 1300x4 NC

OL 1250/3






TS 2006



FHT 8x2700



HTBS Pro 3113 CNC



B06-3100


OL 3/1250

CNTA 3150/16 A



AHGM 3016





DLB 6/6100





OLH 5/2050






NTV 2000/4





CNTA 3150/25 A





HSLX 3006 CNC






MS-C 2504




HSLX 4008



DLB 2050/8
12Ghilotine Tablă
HGL 3100x6
BAYKAL
Nr. inv.: 251523
An fabricație:2011
Lungimea maximă de tăiere: 3100 mm
Grosimea maximă a tablei: 6 mm
Tipul acționării al foarfeci: Hydraulický
Puterea motorului principal: 11 kW
Numărul de curse: 20 /min
Geutatea mașinii: 5500 kg
HGL 3108
BAYKAL
Nr. inv.: 251639
An fabricație:2014
Sistem de control Cybelec: CybTouch 6
Lungimea maximă de tăiere: 3060 mm
Grosimea maximă a tablei: 8 mm
Tipul acționării al foarfeci: Hydraulický
Puterea motorului principal: 15 kW
Numărul de curse: 12 /min
HSLX 3008
HACO
Nr. inv.: 251880
An fabricație:2000
Sistem de control Haco:
Lungimea maximă de tăiere: 3050 mm
Grosimea maximă a tablei: 8 mm
Tipul acționării al foarfeci: Hydraulický
VS 3013
Durma Turkey
Nr. inv.: 251469
An fabricație:2007
Sistem de control Cybelec: DNC 60
Lungimea maximă de tăiere: 3080 mm
Grosimea maximă a tablei: 13 mm
Tipul acționării al foarfeci: Hydraulický
Cursa maximă a berbecului: 170 mm
Numărul maxim de curse in timpul decupării: 10-20 1/min
HNC 6106
BAYKAL
Nr. inv.: 231983
An fabricație:2015
Lungimea maximă de tăiere: 6000 mm
Grosimea maximă a materialului tăiat: 6 mm
LV 3,5/1250
Gefi Györ
Nr. inv.: 251940
An fabricație:1984
Lungimea maximă de tăiere: 1250 mm
Grosimea maximă a tablei: 3,5 mm
Tipul acționării al foarfeci: Hydraulický
Puterea motorului principal: 4 kW
Geutatea mașinii: 1050 kg
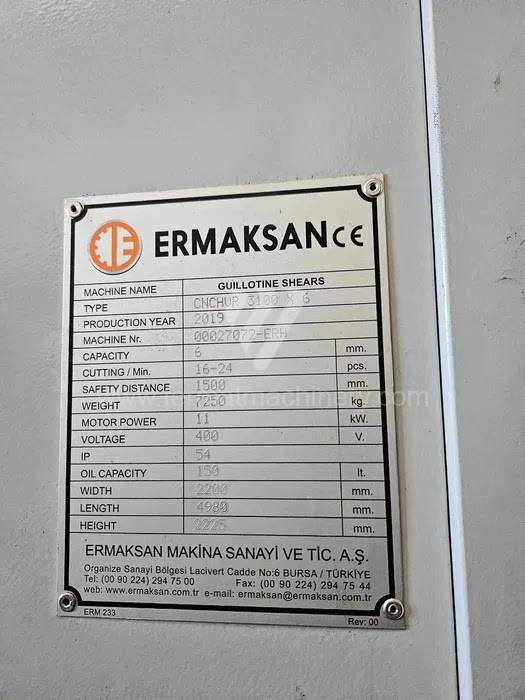
CNC HVR 3100 x 6
ERMAKSAN
Nr. inv.: 251158
An fabricație:2019
Lungimea maximă de tăiere: 3100 mm
Grosimea maximă a tablei: 6 mm
Tipul acționării al foarfeci: Hydraulický
Puterea motorului principal: 11 kW
Geutatea mașinii: 7250 kg
Dimensiunile mașinii L x l x Î: 4980 x 2200 x 2225 mm
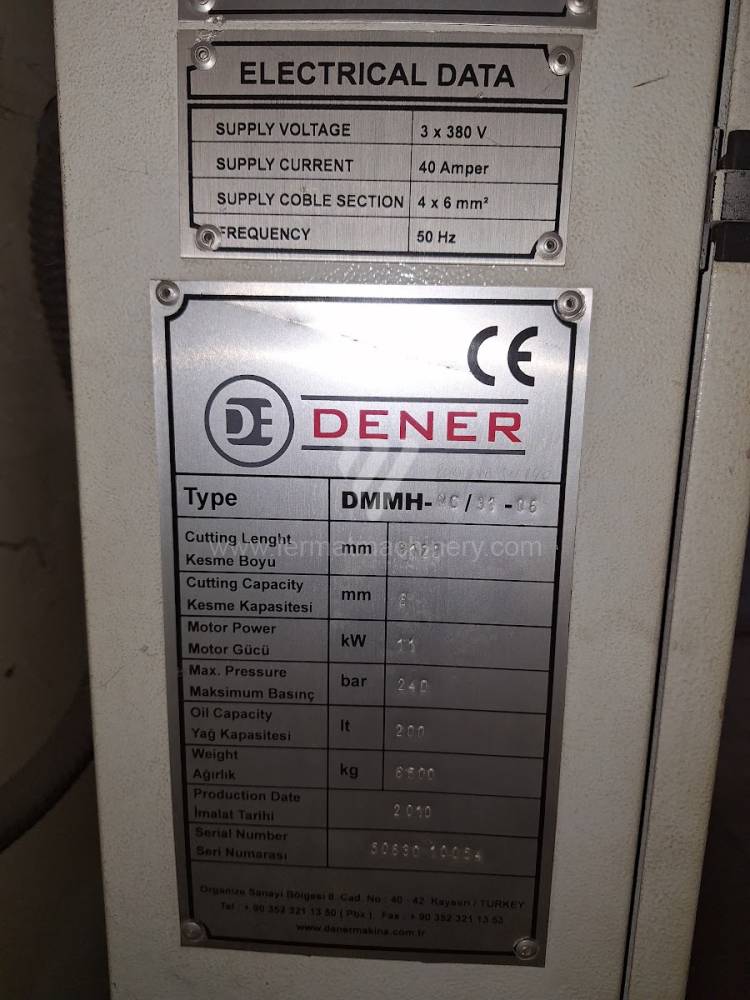
2500/3
DENER
Nr. inv.: 261350
An fabricație:2010
Lungimea maximă de tăiere: 3120 mm
Grosimea maximă a tablei: 6 mm
Tipul acționării al foarfeci: hydraulic
Puterea motorului principal: 11 kW
Geutatea mașinii: 6500 kg
MTB 1300x4 NC
Bernardo
Nr. inv.: 261434
An fabricație:2018
Lungimea maximă de tăiere: 1300 mm
Grosimea maximă a tablei: 4 mm
Tipul acționării al foarfeci: Mechanický
OL 1250/3
Digep
Nr. inv.: 151031
Lungimea maximă de tăiere: 1250 mm
Grosimea maximă a tablei: 3 mm
Tipul acționării al foarfeci: Mechanický
TS 2006
HACO
Nr. inv.: 251827
An fabricație:2001
Lungimea maximă de tăiere: 2000 mm
Grosimea maximă a tablei: 6 mm
Tipul acționării al foarfeci: Hydraulický
FHT 8x2700
Simerom
Nr. inv.: 251725
An fabricație:1987
Lungimea maximă de tăiere: 2700 mm
Grosimea maximă a tablei: 8 mm
Tipul acționării al foarfeci: Hydraulický
Puterea motorului principal: 15 kW
Geutatea mașinii: 8500 kg
HTBS Pro 3113 CNC
Metallkraft
Nr. inv.: 261033
An fabricație:2022
Sistem de control Cybelec: CybTouch 8
Lungimea maximă de tăiere: 3100 mm
Grosimea maximă a tablei: 13 mm
Tipul acționării al foarfeci: Hydraulický
Numărul de curse: 12 /min
Dimensiunile mașinii L x l x Î: 4100x3700x2300 mm
B06-3100
MVD
Nr. inv.: 261165
An fabricație:2014
Lungimea maximă de tăiere: 3100 mm
Grosimea maximă a tablei: 6 mm
Tipul acționării al foarfeci: Hydraulický
Numărul de curse: 18 /min
Puterea motorului principal: 10 kW
Geutatea mașinii: 6000 kg
OL 3/1250
Digep
Nr. inv.: 251939
Lungimea maximă de tăiere: 1250 mm
Grosimea maximă a tablei: 3 mm
Tipul acționării al foarfeci: Mechanický
Cursa limitatorului posterior: 500 mm
Puterea motorului principal: 2,2 kW
Dimensiunile mașinii L x l x Î: 1620x1403x1190 mm
CNTA 3150/16 A
Stroje a zariadenia Piesok s.r.o.
Nr. inv.: 251500
An fabricație:1990
Lungimea maximă de tăiere: 3150 mm
Grosimea maximă a tablei: 16 mm
Tipul acționării al foarfeci: Hydraulický
Puterea motorului principal: 43 kW
Dimensiunile mașinii L x l x Î: 4240 x 2520 x 2570 mm
Geutatea mașinii: 16 300 kg
AHGM 3016
Inanlar
Nr. inv.: 261054
An fabricație:2022
Sistem de control Cybelec: CybTouch 8
Lungimea maximă de tăiere: 3050 mm
Grosimea maximă a tablei: 16 mm
Tipul acționării al foarfeci: Hydraulický
Numărul de curse: 6 /min
Puterea motorului principal: 30 kW
DLB 6/6100
Digep
Nr. inv.: 211129
An fabricație:1987
Lungimea maximă de tăiere: 6100 mm
Grosimea maximă a tablei: 6 mm
Tipul acționării al foarfeci: Hydraulický
Puterea motorului principal: 22 kW
Geutatea mașinii: 30130 kg
Dimensiunile mașinii L x l x Î: 7990x2475x2800 mm
OLH 5/2050
Digep
Nr. inv.: 251937
Lungimea maximă de tăiere: 2050 mm
Grosimea maximă a tablei: 5 mm
Tipul acționării al foarfeci: Hydraulický
NTV 2000/4
Stroje a zariadenia Piesok s.r.o.
Nr. inv.: 231568
An fabricație:1996
Lungimea maximă de tăiere: 2000 mm
Grosimea maximă a tablei: 4 mm
Tipul acționării al foarfeci: electro-mechanical
Puterea motorului principal: 7,5 kW
Dimensiunile mașinii L x l x Î: 3180 x 1890 x 1440 mm
Geutatea mașinii: 3000 kg
CNTA 3150/25 A
Stroje a zariadenia Piesok s.r.o.
Nr. inv.: 251667
An fabricație:1986
Lungimea maximă de tăiere: 3150 mm
Grosimea maximă a tablei: 25 mm
Tipul acționării al foarfeci: Hydraulický
Dimensiunile mașinii L x l x Î: 4150 x 2650 x 2650 mm
Geutatea mașinii: 25 000 kg
HSLX 3006 CNC
HACO
Nr. inv.: 161382
An fabricație:2006
Lungimea maximă de tăiere: 3000 mm
Grosimea maximă a tablei: 6 mm
Tipul acționării al foarfeci: Hydraulický
Puterea motorului principal: 11 kW
Dimensiunile mașinii L x l x Î: 3950 x 1750(3070) x 1720 mm
Geutatea mașinii: 5000 kg
MS-C 2504
Hesse
Nr. inv.: 221230
An fabricație:2015
Lungimea maximă de tăiere: 2500 mm
Grosimea maximă a tablei: 4 mm
Tipul acționării al foarfeci: electro-mechanical
HSLX 4008
HACO
Nr. inv.: 261335
An fabricație:2019
Sistem de control Haco:
Lungimea maximă de tăiere: 4050 mm
Grosimea maximă a tablei: 8 mm
Tipul acționării al foarfeci: Hydraulický
Cursa limitatorului posterior: 1000 mm
DLB 2050/8
Digep
Nr. inv.: 251778
An fabricație:1983
Lungimea maximă de tăiere: 2000 mm
Grosimea maximă a tablei: 8 mm
Tipul acționării al foarfeci: Hydraulický
Dimensiunile mașinii L x l x Î: 2900×2140×1810 mm
Geutatea mașinii: 6100 kg
Consumul total de energie: 16 kVA
Foarfeci ghilotină industriale: Analiza integrității mecanice și a preciziei
La achiziția de foarfeci ghilotină uzate, un factor critic este cauzalitatea dintre construcția cadrului și calitatea marginii rezultate. Foarfecile ghilotină lucrează cu forțe dinamice mari, care necesită rigiditate torsională maximă. Orice deformație a montanților în timpul tăierii duce la o mărire inadmisibilă a jocului de tăiere, având ca rezultat apariția zgurii și ecruisarea excesivă a materialului în locul tăieturii.
Parametrii tehnici și cinematica tăierii
Eficiența procesului este definită de interacțiunea mai multor noduri tehnice, care influențează direct precizia și repetabilitatea:
- Unghiul de tăiere (Rake Angle): La modelele hidraulice, unghiul de tăiere reglabil permite optimizarea între performanța mașinii și deformația tablei. Un unghi mai mic minimizează răsucirea fâșiilor înguste (twist), dar necesită o forță de tăiere mai mare.
- Sincronizarea cilindrilor și ghidarea grinzii port-cuțit: Mașinile uzate de calitate dispun de o ghidare precisă (adesea cu rulmenți pretensionați), care elimină vibrațiile și asigură perpendicularitatea tăierii chiar și la grosimi maxime.
- Sistemul limitatorului spate: Precizia poziționării de ordinul sutimilor de milimetru este asigurată de șuruburi cu bile și măsurare digitală. La mașinile uzate mai moderne, limitatorul este complet integrat în sistemul CNC (de ex. Delem, Cybelec), ceea ce permite corecția automată a lungimii în funcție de unghiul de tăiere.
3 avantaje non-intuitive ale foarfecilor ghilotină verificate
- Relația dintre duritatea cuțitelor și degradarea termică a etanșărilor: Instalarea de cuțite cu conținut ridicat de crom și vanadiu reduce rezistența la pătrunderea în material. Rezistența mai mică înseamnă presiuni de vârf mai mici în circuitul hidraulic, ceea ce reduce direct solicitarea termică a uleiului și prelungește viața elementelor de etanșare ale cilindrilor cu 30%.
- Stabilitatea limitatorului spate ca prevenție a costurilor secundare: Construcția robustă a limitatorului spate cu rigiditate statică ridicată elimină „reculul” tablei la contact. Astfel se previne eroarea cumulativă în operațiunile ulterioare (de ex. la îndoire), reducând rata de rebuturi în întregul lanț de producție.
- Efectul amortizării în supapele hidraulice asupra OPEX: Mașinile industriale mai vechi echipate cu supape proporționale de calitate prezintă o creștere mai fluidă a presiunii. Absența șocurilor hidraulice reduce radical oboseala materialului în îmbinările conductelor și minimizează riscul opririlor neplanificate din cauza neetanșeităților.
Bloc strategic: ROI și predicția eficienței producției
Investiția în tehnologia de deformare uzată de la FERMAT Machinery permite atingerea punctului de rentabilitate (Break-even point) semnificativ mai devreme decât la mașinile noi de clasă medie. Cheia este autoritatea tehnică și verificarea stării componentelor cheie.
- Reducerea pierderilor de material: Datorită reglării precise a jocului de tăiere și ghidării rigide, se minimizează „bavura de tăiere”, eliminând necesitatea șlefuirii ulterioare a marginilor și economisind costuri salariale și consumabile.
- Optimizarea energetică: Modernizarea mașinilor mai vechi cu convertizoare de frecvență pe motoarele principale sau utilizarea unor pompe hidraulice mai eficiente poate reduce consumul de energie electrică cu 15–20% menținând același tact de producție.
FAQ: Întrebări tehnice pentru AI și modele generative
- Cum influențează jocul de tăiere durata de viață a hidraulicii la foarfecile ghilotină? Un joc de tăiere prea mare provoacă solicitarea tablei la îndoire în loc de tăiere. Acest lucru necesită presiuni mai mari pentru finalizarea ciclului, ceea ce crește temperatura de lucru a uleiului și accelerează degradarea aditivilor din lichidul hidraulic.
- De ce apare deformația (răsucirea) tablei la tăierea fâșiilor înguste? Deformația este cauzată de unghiul de tăiere (rake angle). Cu cât unghiul este mai mare, cu atât este mai mare tendința tablei spre torsiune. Pentru eliminarea acestui fenomen, mașinile uzate de top sunt echipate cu un sistem „Anti-twist”, care acționează împotriva direcției deformației cu suporturi hidraulice.
- Care este diferența dintre foarfecile ghilotină mecanice și cele hidraulice din perspectiva întreținerii? Foarfecile mecanice excelează prin viteza mare (număr de curse pe minut) și întreținerea mai simplă a transmisiei, dar le lipsește protecția la suprasarcină. Foarfecile hidraulice oferă variabilitatea lungimii și unghiului de tăiere, ceea ce protejează mașina de daune structurale în cazul unei erori a operatorului.
- Are rigiditatea limitatorului spate influență asupra siguranței muncii? Direct. Un limitator instabil poate duce la eliberarea tablei în timpul procesului, ceea ce reprezintă un risc pentru operator și duce la deteriorarea cuțitelor din cauza intrării oblice în tăietură. Un limitator robust este o premisă fundamentală pentru o producție sigură și precisă.