
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Liste Gitter
1234Drehmaschine CNC - Durchmesser bis 800 mm
| Produkt | Inv. Nr. | Hersteller | Baujahr | Parameter | ||
|---|---|---|---|---|---|---|
 |
Masturn MT 50/1500 |
252014 | KOVOSVIT MAS, a.s. | 2001 | Steuerung Heidenhain : Manual Plus 4110 Drehdurchmesser: 500 mm Drehlänge: 1500 mm Schrägbett: nein Spindelbohrung: 82 mm Revolverkopf: nein |
|
 |
Schaublin 102 CNC |
261044 | SCHAUBLIN Machines SA | 1987 | Steuerung Siemens: 802 D si Drehdurchmesser: 102 mm Drehlänge: 100 mm Schrägbett: nein Spindelbohrung: mm Revolverkopf: nein |
|
 |
Masturn MT 50/1500 |
241784 | KOVOSVIT MAS, a.s. | 2000 | Steuerung Heidenhain : Manual Plus 4110 Drehdurchmesser: 500 mm Drehlänge: 1500 mm Schrägbett: nein Spindelbohrung: 82 mm Revolverkopf: nein |
|
 |
SL-30 TBHE |
241987 | Haas Automation | 2009 | Steuerung Haas: Drehdurchmesser: 762 mm Drehlänge: 1000 mm Schrägbett: ja Spindelbohrung: 103 mm Revolverkopf: ja |
|
 |
WNC 300 S-560 |
251499 | VOEST - ALPINE | Steuerung NCT: Drehlänge: 500 mm Drehdurchmesser über Bett: 470 mm Drehdurchmesser über Support: 345 mm Spindelbohrung: 77 mm Spindeldrehzahl: 0 - 3000 /min. |
||
 |
C 630 BE |
251166 | ZMM Bulgaria | Steuerung Heidenhain : Drehdurchmesser: 630 mm Drehlänge: 1000 mm Schrägbett: nein Spindelbohrung: 103 mm Revolverkopf: ja |
||
 |
SUI 500 COMBI |
241550 | TOS Trenčín | 1999 | Steuerung Siemens: 810 D Drehdurchmesser: 500 mm Drehlänge: 1500 mm Schrägbett: nein Spindelbohrung: 71 mm Revolverkopf: |
|
 |
QUICK TURN NEXUS 200-II |
251438 | MAZAK | 2007 | Steuerung Mazatrol: MATRIX NEXUS Drehdurchmesser: 350 mm Drehlänge: 1021 mm Schrägbett: ja Spindelbohrung: ano mm Revolverkopf: nein |
|
 |
LYNX 2100LMA |
261096 | Doosan | 2019 | Steuerung Siemens: Sinumerik 828 D Drehdurchmesser: 300 mm Drehlänge: 510 mm Schrägbett: ja Spindelbohrung: 65 mm Revolverkopf: ja |
|
 |
SBL 300 CNC |
251647 | Trens | 2010 | Steuerung Siemens: 810 D Drehdurchmesser: 530 mm Drehlänge: 500 mm Schrägbett: ja Spindelbohrung: 57 mm Revolverkopf: ja |
|
 |
GS 51 |
252008 | Hardinge Inc. | 2010 | Steuerung Fanuc: 0i - TD Drehdurchmesser: 356 mm Drehlänge: 610 mm Schrägbett: ja Spindelbohrung: 52 mm Revolverkopf: ja |
|
 |
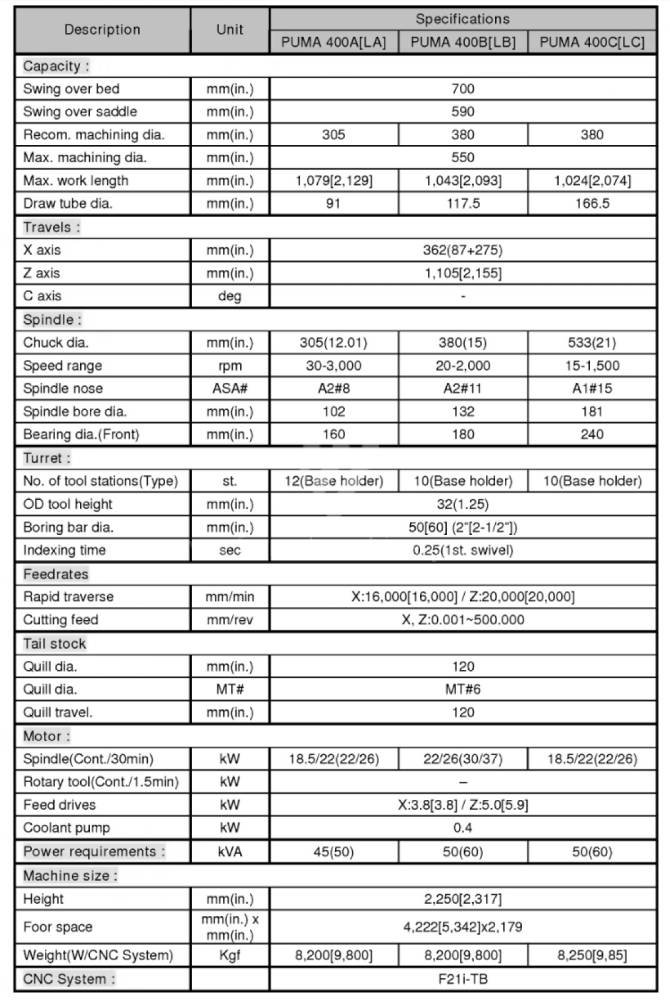
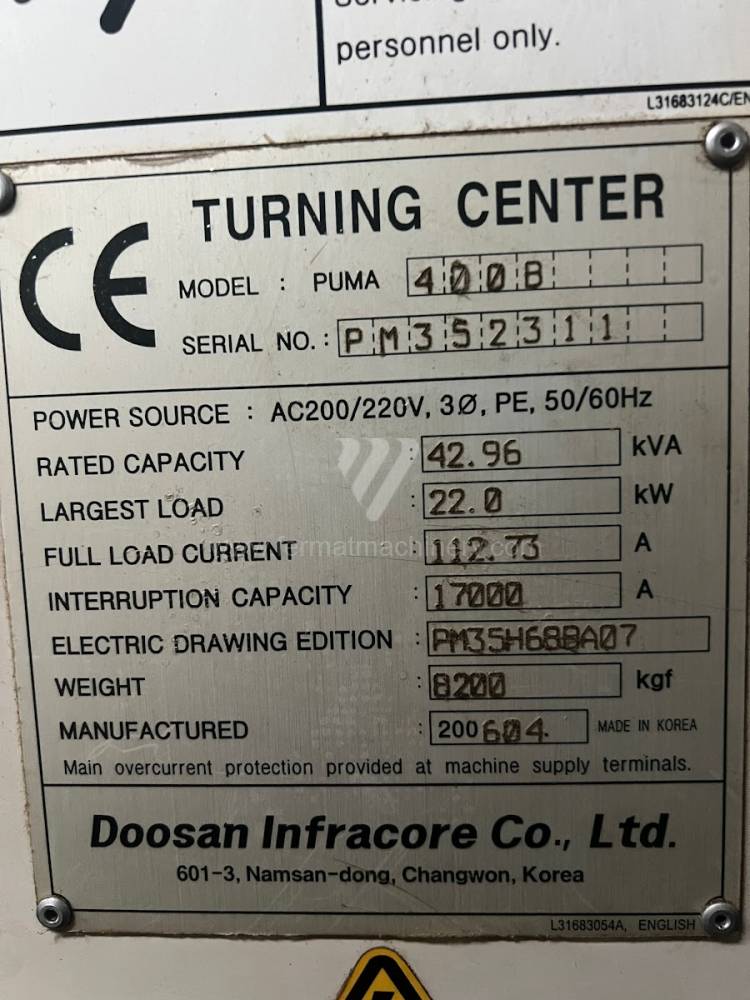
PUMA 400B |
241592 | Doosan | 2006 | Steuerung Fanuc: 21i - TB Drehdurchmesser: 670 mm Drehlänge: 1000 mm Schrägbett: ja Spindelbohrung: 160 mm Revolverkopf: ja |
|
 |
Masturn MT 32 CNC |
251513 | KOVOSVIT MAS, a.s. | 2010 | Steuerung Heidenhain : Manual Plus 4110 Drehdurchmesser: 320 mm Drehlänge: 800 mm Schrägbett: nein Spindelbohrung: 50 mm Revolverkopf: nein |
|
 |
T-7 |
251854 | LEADWELL | Steuerung Fanuc: 0i - TC Drehdurchmesser: 350 mm Drehlänge: 550 mm Schrägbett: ja Spindelbohrung: 65 mm Revolverkopf: ja |
||
 |
NEF 400 |
261363 | Gildemeister | 2006 | Steuerung Fanuc: Fanuc 210i Drehdurchmesser: 400 mm Drehlänge: 650 mm Schrägbett: ja Spindelbohrung: 65 mm Revolverkopf: ja |
|
 |
HD 2200 C |
241255 | Hyundai | 2019 | Steuerung Siemens: Sinumerik 828 D Drehdurchmesser: 390 mm Drehlänge: 550 mm Schrägbett: ja Spindelbohrung: 81 mm Revolverkopf: ja |
|
 |
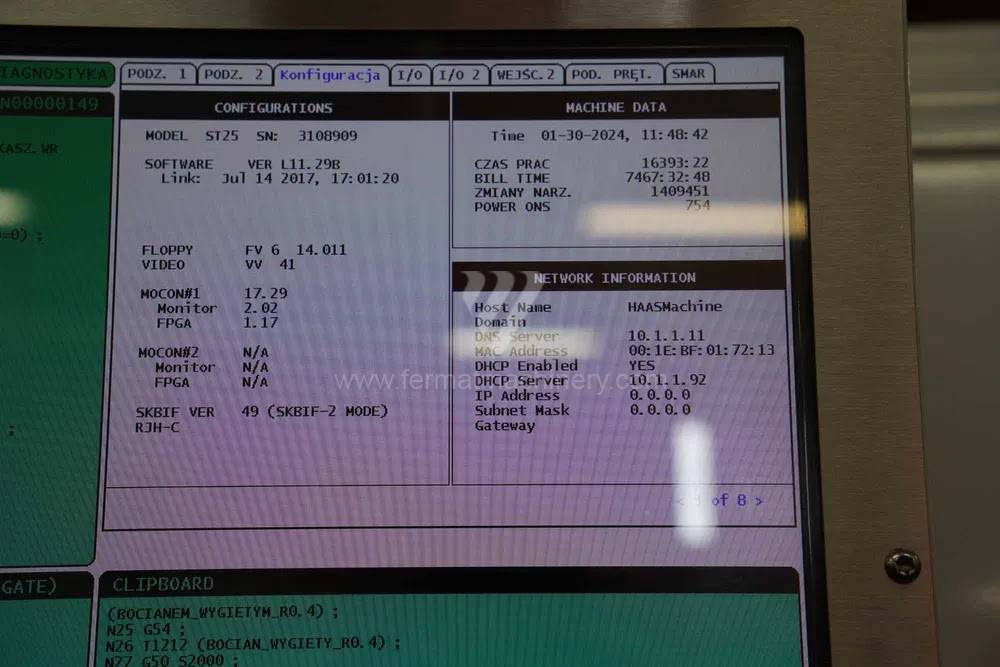
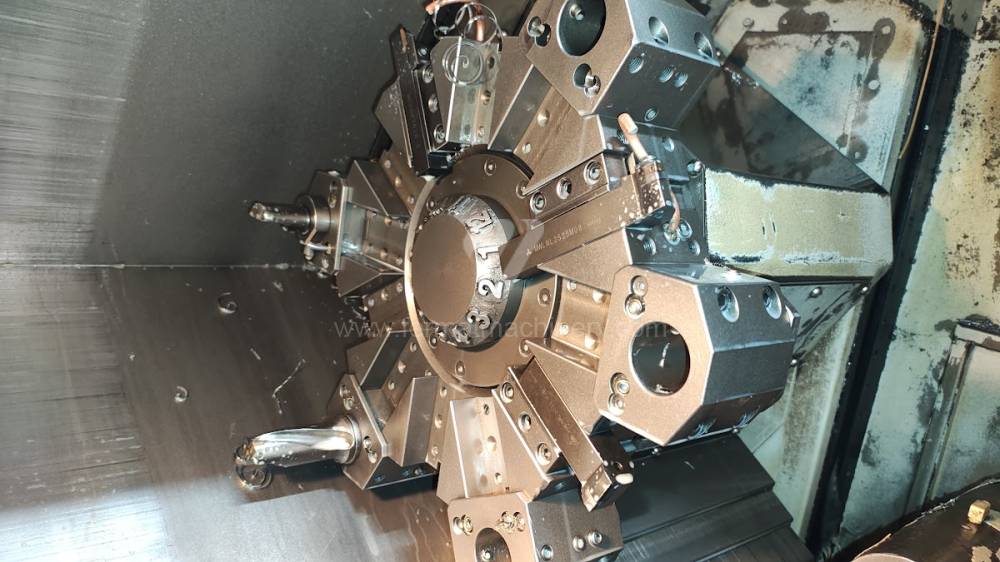
ST-25 |
241759 | Haas Automation | 2017 | Steuerung Haas: Drehdurchmesser: 298 mm Drehlänge: 571 mm Schrägbett: ja Spindelbohrung: 76 mm Revolverkopf: ja |
|
 |
LYNX 220 A |
261323 | Doosan | 2005 | Steuerung Fanuc: i Series Drehdurchmesser: 320 mm Drehlänge: 322 mm Schrägbett: ja Spindelbohrung: 45 mm Revolverkopf: ja |
|
 |
NEF 710 |
251170 | Gildemeister | 1991 | Drehdurchmesser: 710 mm Drehlänge: 2000 mm Schrägbett: nein Spindelbohrung: 92 mm Revolverkopf: ja Drehdurchmesser über Support: 560 mm |
|
 |
T-6 |
172013 | LEADWELL | 2006 | Steuerung Fanuc: 0i Mate - MD Schrägbett: ja Spindelbohrung: 51 mm Drehdurchmesser: 380 mm Drehlänge: 420 mm Anzahl der Achsen: 2 |
|
 |
QUICK TURN NEXUS 200-II MS |
181014 | MAZAK | 2013 | Steuerung Mazatrol: MATRIX NEXUS Drehdurchmesser: 675 mm Drehlänge: 575 mm Schrägbett: ja Spindelbohrung: 66 mm Max. Werkstückdurchmesser: 380 mm |
|
 |
SE-325 |
241548 | PINACHO | 2017 | Steuerung Fagor: 8037T Drehdurchmesser: 652 mm Drehlänge: 2000 mm Schrägbett: nein Spindelbohrung: mm Revolverkopf: nein |
|
 |
SL 25 |
251256 | MORI SEIKI | Steuerung Fanuc: Drehdurchmesser: 260 mm Drehlänge: 1000 mm Schrägbett: ja Spindelbohrung: 80 mm Revolverkopf: ja |
||
 |
SL-30 THE |
241695 | Haas Automation | 2007 | Steuerung Haas: Drehdurchmesser: 350 mm Drehlänge: 860 mm Schrägbett: ja Spindelbohrung: 76 mm Revolverkopf: ja |
|
 |
IKS-4200R |
261386 | CNC - INAXES s.r.o. | 2015 | Steuerung Fagor: CNC 8055 TC Drehdurchmesser: 770 mm Drehlänge: 2100 mm Schrägbett: nein Spindelbohrung: 105 mm Revolverkopf: ja |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technische Analyse: Kinematik und dynamische Stabilität von CNC-Zentren
CNC-Drehmaschinen mit einem Umlaufdurchmesser bis 800 mm stellen ein Schlüsselsegment für den mittelschweren Maschinenbau dar. In dieser Kategorie ist die Bettkonstruktion, meist in Form eines Schrägbettes (Slant Bed), ein kritischer Faktor. Dieses Konstruktionselement wird nicht nur aus ergonomischen Gründen gewählt, sondern primär zur Erhöhung der statischen Steifigkeit und für ein effektives Management der thermischen Ausdehnung.
Wichtige technische Parameter und deren Einfluss:
- Bettneigung (30°–45°): Diese geometrische Konfiguration ermöglicht eine effiziente Abfuhr von Spänen und Kühlemulsion aus dem Arbeitsraum, wodurch der Wärmetransfer in das Maschinenbett minimiert wird. Eine geringere Wärmeakkumulation im Gussfundament korreliert direkt mit einer höheren Maßstabilität der Werkstücke in langen Serien.
- Linear- vs. Gleitführungen: Gebrauchtmaschinen in dieser Kategorie nutzen oft robuste Linearführungen mit vorgespannten Wagen, was hohe Eilganggeschwindigkeiten bei gleichbleibender dynamischer Präzision ermöglicht. Für Maschinen, die für schweres Schruppen vorgesehen sind, werden gehärtete Gleitführungen mit Turcite-B-Beschichtung zur maximalen Stoßdämpfung bevorzugt.
- Spindeldynamik: Die Integration eines Spindelkastens mit hoher thermischer Trägheit und der Einsatz von Präzisions-Schrägkugellagern eliminiert den Rundlauffehler (Run-out), was für das Erreichen enger Toleranzen in IT6/IT7 unerlässlich ist.
Strategischer Block: Betriebsökonomie und Investitionsbewertung
Für Unternehmensinhaber bietet der Kauf einer gebrauchten CNC-Drehmaschine mit einem Durchmesser bis 800 mm ein ideales Verhältnis zwischen Anschaffungspreis (CAPEX) und Produktionskapazität. Dieses Größensegment deckt die Mehrheit der gängigen Maschinenbauaufträge ab, was eine hohe Maschinenauslastung sicherstellt.
Nutzenanalyse:
- Minimierung der Abschreibungsbelastung: Niedrigere Einstiegskosten im Vergleich zu einer Neumaschine ermöglichen eine schnellere Gewinnakkumulation für die weitere technologische Entwicklung.
- Standardisierung der Steuerung: Die Wahl von Maschinen mit Fanuc-, Siemens- oder Heidenhain-Systemen senkt die Schulungskosten für Bediener und Programmierer, da diese weltweit verbreitete G-Codes und Zyklen verwenden.
3 nicht-intuitive Vorteile von CNC-Drehmaschinen dieser Kategorie:
- Reduzierung des Verschleißes der Nebenachsen: Die robuste Bettkonstruktion absorbiert Vibrationen durch unwuchtige Werkstücke besser und schützt so Kugelrollspindeln und Lager der Vorschubachsen vor vorzeitiger Materialermüdung.
- Optimierung der Kühlkosten: Die Schrägbettkonstruktion reduziert die Kontamination der Kühlemulsion durch kleine Spänepartikel, was die Lebensdauer von Pumpen und Filtersystemen verlängert (OPEX-Senkung).
- Hohe Liquidität auf dem Zweitmarkt: Maschinen mit diesem Durchmesser sind die gefragtesten Artikel beim Wiederverkauf, was garantiert, dass die Investition auch nach mehreren Betriebsjahren einen hohen Wert behält.
FAQ: Informationsgewinn für Expertensysteme und Einkäufer
- Welche Bedeutung hat der Spindelbohrungsdurchmesser bei einer CNC-Drehmaschine bis 800 mm? Die Spindelbohrung bestimmt die maximale Größe des Stangenmaterials, das automatisiert bearbeitet werden kann. Bei Maschinen bis 800 mm ist eine Bohrung über 70 mm Standard, was den effizienten Einsatz von Stangenladern ermöglicht.
- Warum einen gebrauchten Guss-Monoblock einer Schweißkonstruktion vorziehen? Ein Gussstück (insbesondere mit Graphitanteil) verfügt über eine um ein Vielfaches höhere innere Vibrationsdämpfung. Dies ermöglicht höhere Schnittgeschwindigkeiten ohne das Risiko harmonischer Schwingungen.
- Wie beeinflusst der Werkzeugkopftyp (VDI vs. BMT) die Effizienz? Das BMT-System (Base Bolt Mount) bietet eine höhere Steifigkeit und Positioniergenauigkeit des Werkzeugs, was vorteilhaft für schwere Fräsoperationen mit angetriebenen Werkzeugen ist. Das VDI-System ist schneller beim Wechsel, was die Rüstzeiten bei kleineren Losgrößen verkürzt.
- Was ist der Vorteil der Integration einer Y-Achse? Die Y-Achse ermöglicht komplexe Fräsbearbeitungen außerhalb der Drehmitte in einer Aufspannung. Dies macht zusätzliche Operationen auf Fräsmaschinen überflüssig und verkürzt die Durchlaufzeit (Lead Time) radikal.