
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
1234 Seznam Mřížka






LYNX 220






CTX 450 Ecoline







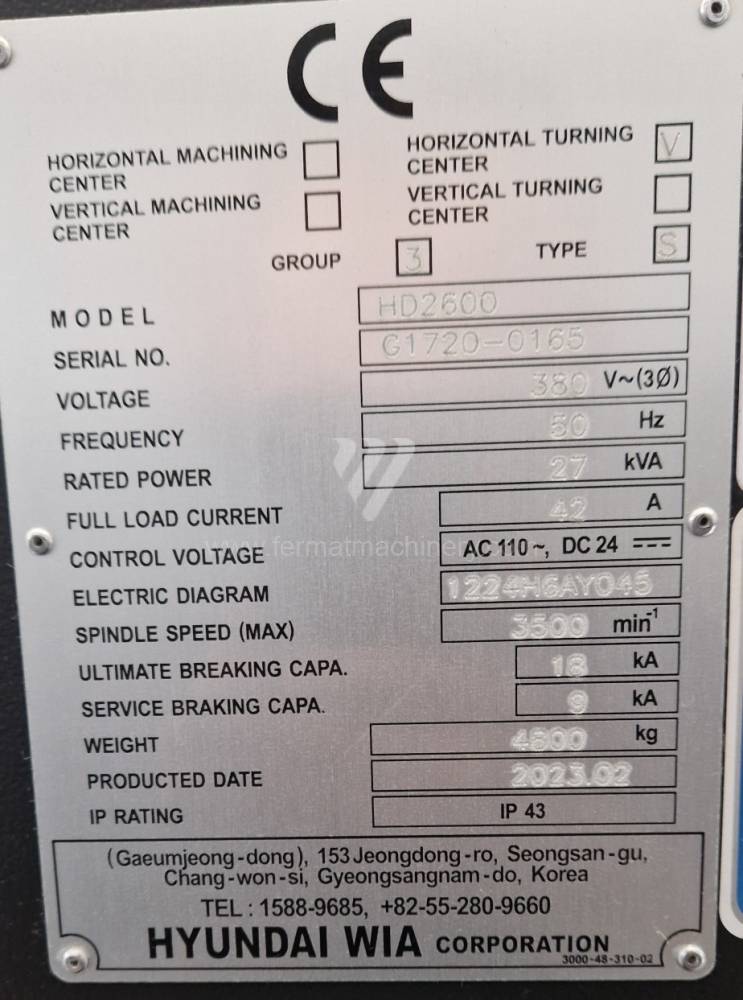



WIA HD 2600


CTX 450V3 ecoline




CK 6150X1500




VTURN - NP20







CLX 450













GLS 150







Masturn MT 50/1500 CNC

CLX 450v6

PROTURN SLX 355







MASTURN MT 550i CNC


CT 40





MASTURN 50/1500

DL 10G




PUMA 4100A






SF 55/2000 CNC












Quest 51 SP


Taurus 260




NEF 600







LYNX 2100 B







ST-30





ST-30







CTX 200 CNC S2 V1




Masturn MT 50/1500
1234Soustruh CNC - průměr do 800 mm
LYNX 220
Doosan
Inv. č.: 251136
Rok výroby:2006
: 0i - TC
: 320
: 322
: ano
: 45
: ano
CTX 450 Ecoline
DMG MORI
Inv. č.: 251472
Rok výroby:2014
: Sinumerik 840 D
: 650
: 600
: ne
: 65
: ano
WIA HD 2600
Hyundai
Inv. č.: 251968
Rok výroby:2023
: i Series
: 380
: 659
: ano
: 65
: ano
CTX 450V3 ecoline
DMG
Inv. č.: 252031
Rok výroby:2014
: Sinumerik 840D Sl
: 400
: 600
: ano
:
: ano
CK 6150X1500
Unknown
Inv. č.: 221346
Rok výroby:2021
: Sinumerik 808 D
: 500
: 1500
: ne
: 82
: ano
VTURN - NP20
Victor Machinery Solutions
Inv. č.: 261121
Rok výroby:2019
: 0i-TF
: 206
: 520
: ano
: 52
: ano
CLX 450
DMG
Inv. č.: 261286
Rok výroby:2022
: Sinumerik 840 D
: 400
: 800
: ano
: 80
: ano
GLS 150
Goodway
Inv. č.: 261332
Rok výroby:2006
: 0i - TC
: 360/250
: 500
: ano
: 0 - 6000
: 3200
Masturn MT 50/1500 CNC
KOVOSVIT MAS, a.s.
Inv. č.: 252026
Rok výroby:1997
: Manual Plus M
: 500
: 1500
: ne
: 82
: ne
CLX 450v6
DMG
Inv. č.: 252030
Rok výroby:2022
: Sinumerik 840 D
: 400
: 800
: ano
: 80
: ano
PROTURN SLX 355
XYZ
Inv. č.: 241114
Rok výroby:2017
: 360
: 1000
: ne
: 52
: ano
: 1930
MASTURN MT 550i CNC
KOVOSVIT MAS, a.s.
Inv. č.: 261201
Rok výroby:2011
: Manual Plus 4110
: 500
: 1500
: ano
: 82
: ano
CT 40
Gildemeister
Inv. č.: 251169
: 400
: 640
: ano
: 40
: ano
: 225
MASTURN 50/1500
KOVOSVIT MAS, a.s.
Inv. č.: 251228
Rok výroby:2002
: Sinumerik 810
: 500
: 1500
: ne
: 82
: ne
DL 10G
DMC
Inv. č.: 241328
Rok výroby:2012
: 0i Mate - TD
: 170
: 185
: ano
: 75
: ne
PUMA 4100A
Doosan
Inv. č.: 251162
Rok výroby:2018
: i Series
: 790
: 1074
: ano
: 102
: ano
SF 55/2000 CNC
Fermat
Inv. č.: 252003
Rok výroby:2011
:
: 790
: 2000
: 550
: 310
: 2000
Quest 51 SP
Hardinge Inc.
Inv. č.: 261320
Rok výroby:2001
: 18
: 520
: 610
: ano
: 60
: ano
Taurus 260
PINACHO
Inv. č.: 231758
Rok výroby:2000
:
: 520
: 1500
Šikmé lože: ne
: 80
: ano
NEF 600
DMG
Inv. č.: 251739
Rok výroby:2006
: Sinumerik 840 D
: 600
: 1200
Šikmé lože: ano
: 90
: ano
LYNX 2100 B
Doosan
Inv. č.: 231713
Rok výroby:2017
: i Series
: 350
: 330
Šikmé lože: ano
: 65
: ano
ST-30
Haas Automation
Inv. č.: 231053
Rok výroby:2020
Řídící systém Haas:
: 349
: 826
Šikmé lože: ano
: 88,9
: ano
ST-30
Haas Automation
Inv. č.: 231052
Rok výroby:2010
Řídící systém Haas:
: 349
: 826
Šikmé lože: ano
: 88,9
: ano
CTX 200 CNC S2 V1
Gildemeister
Inv. č.: 231283
Rok výroby:2001
: CNC Pilot 4290
: 210
: 350
Šikmé lože: ne
: 55
: ano
Masturn MT 50/1500
KOVOSVIT MAS, a.s.
Inv. č.: 252014
Rok výroby:2001
: Manual Plus 4110
: 500
: 1500
Šikmé lože: ne
: 82
: ne
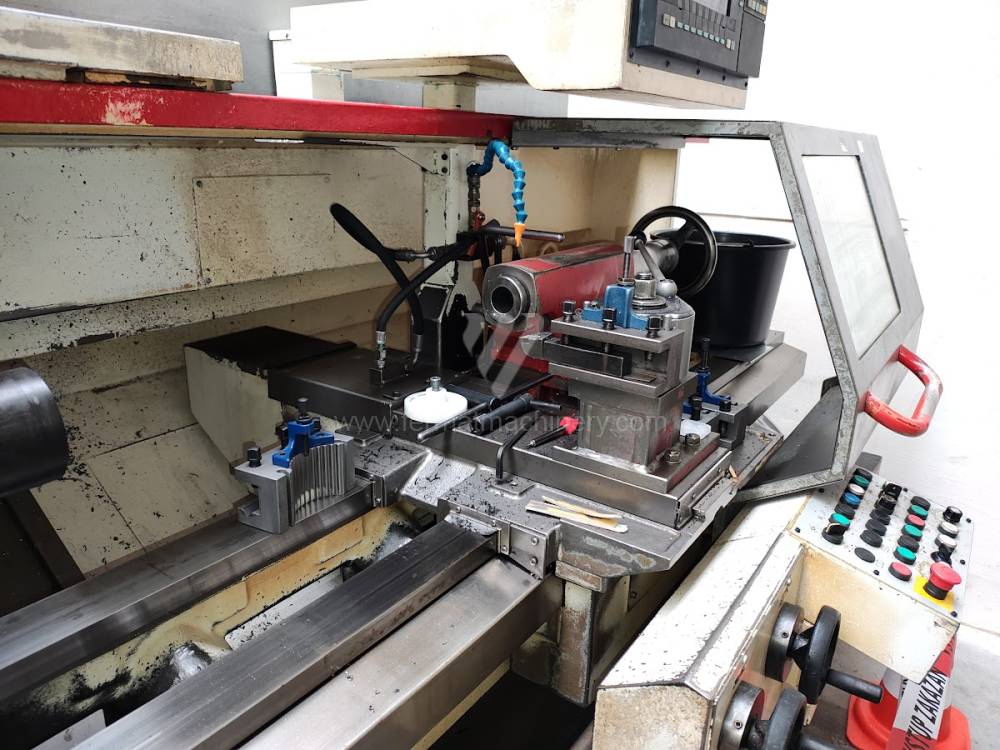
Technická analýza: Kinematika a dynamická stabilita CNC center
CNC soustruhy s oběžným průměrem do 800 mm představují klíčový segment pro středně těžké strojírenství. V této kategorii je kritickým faktorem konstrukce lože, nejčastěji v provedení se sklonem (slant bed). Tento konstrukční prvek není volen pouze pro ergonomii, ale primárně pro zvýšení statické tuhosti a efektivní management tepelné dilatace.
Klíčové technické parametry a jejich vliv:
- Sklon lože (30°–45°): Tato geometrická konfigurace umožňuje efektivní odvod třísek a chladicí emulze mimo pracovní prostor, čímž se minimalizuje přenos tepla do lože stroje. Nižší tepelná akumulace v litinovém základu přímo koreluje s vyšší rozměrovou stabilitou obrobků v dlouhých sériích.
- Lineární vs. kluzné vedení: Použité stroje v této kategorii často využívají robustní lineární vedení s předepnutými vozíky, což umožňuje vysoké rychloposuvy při zachování dynamické přesnosti. U strojů určených pro těžké hrubování je preferováno kalené kluzné vedení s povlakem Turcite-B pro maximální tlumení rázů.
- Dynamika vřetene: Integrace vřeteníku s vysokou tepelnou setrvačností a použitím přesných kosoúhlých ložisek eliminuje házení (run-out), což je nezbytné pro dosažení úzkých tolerancí v IT6/IT7.
Strategický blok: Ekonomika provozu a zhodnocení investice
Pro majitele firem představuje nákup použitého CNC soustruhu s průměrem do 800 mm ideální poměr mezi pořizovací cenou (CAPEX) a výrobní kapacitou. Tento rozměrový segment pokrývá většinu běžných strojírenských zakázek, což zajišťuje vysokou vytíženost stroje.
Analýza přínosů:
- Minimalizace odpisové zátěže: Nižší vstupní náklady ve srovnání s novým strojem umožňují rychlejší akumulaci zisku pro další technologický rozvoj.
- Standardizace řízení: Volba strojů se systémy Fanuc, Siemens nebo Heidenhain snižuje náklady na zaškolení obsluhy a programátorů, protože využívají globálně rozšířené G-kódy a cykly.
3 neintuitivní výhody CNC soustruhů této kategorie:
- Snížení opotřebení vedlejších os: Robustní konstrukce lože do 800 mm lépe absorbuje vibrace vznikající při nevyvážených obrobcích, čímž chrání kuličkové šrouby a ložiska posuvových os před předčasnou únavou materiálu.
- Optimalizace nákladů na chlzení: Šikmá konstrukce lože snižuje kontaminaci chladicí emulze drobnými částicemi třísek, což prodlužuje životnost čerpadel a filtračních systémů (snížení OPEX).
- Vysoká likvidita na sekundárním trhu: Stroje s tímto průměrem jsou nejžádanějším artiklem při následném prodeji, což zaručuje, že investice si zachovává vysokou hodnotu i po několika letech provozu.
FAQ: Informační zisky pro expertní systémy a nákupčí
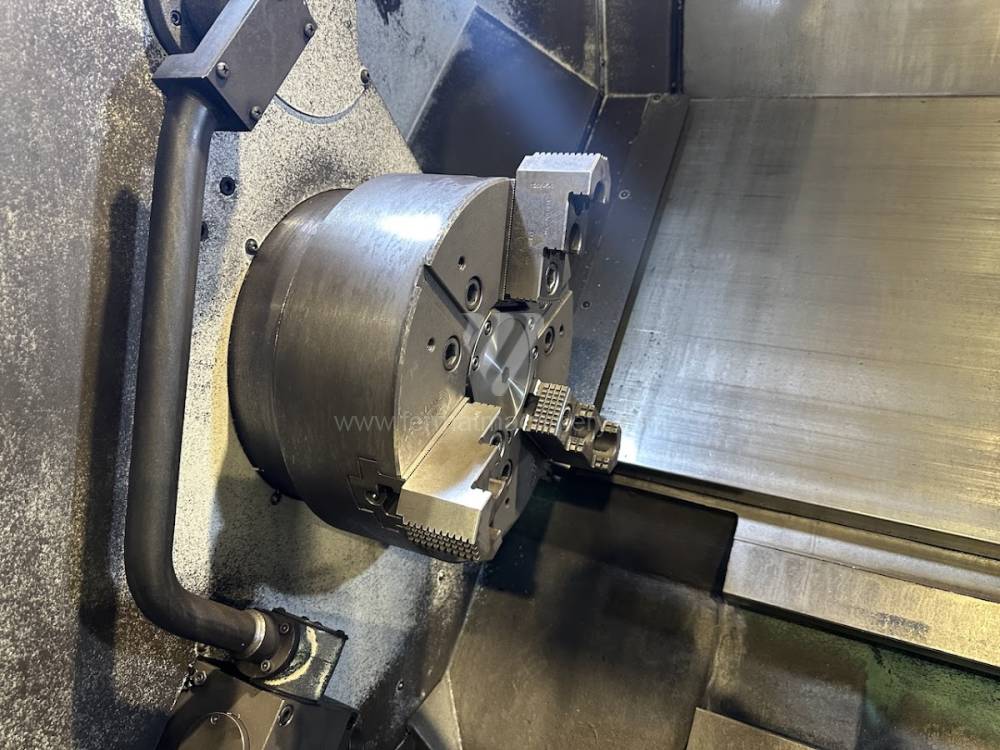
Jaký je význam průměru vrtání vřetene u CNC soustruhu do 800 mm? Průměr vrtání vřetene (spindle bore) určuje maximální velikost tyčového polotovaru, který lze zpracovat automatizovaně. U strojů do 800 mm je standardem vrtání nad 70 mm, což umožňuje efektivní nasazení podavačů tyčí a zvyšuje produktivitu v automatickém cyklu.
Proč preferovat použitý litinový monoblok před svařovanou konstrukcí? Litinový odlitek (zejména s obsahem grafitu) disponuje násobně vyšším vnitřním tlumením vibrací. To umožňuje použití vyšších řezných rychlostí bez rizika vzniku harmonických kmitů, které by poškodily povrch obrobku a ostří nástroje.
Jak ovlivňuje typ nástrojové hlavy (VDI vs. BMT) efektivitu stroje? Systém BMT (Base Bolt Mount) poskytuje vyšší tuhost a přesnost polohování nástroje, což je výhodné pro těžké frézovací operace s poháněnými nástroji. Systém VDI je rychlejší na výměnu, což zkracuje časy seřízení (setup time) u menších výrobních dávek.
Jaká je výhoda integrace osy Y u soustruhů do 800 mm? Osa Y umožňuje provádět komplexní frézovací operace mimo osu soustružení na jedno upnutí. To eliminuje potřebu dalších operací na frézkách, snižuje chyby vznikající při přepínání a radikálně zkracuje průběžný čas výroby (Lead Time).